बैंड ब्लेड देखा
घर और कारीगरों द्वारा उत्पादन और रहने की स्थितियों में लकड़ी और धातु के लिए बैंडों का व्यापक रूप से उपयोग किया जाता है। इन इकाइयों का मुख्य काटने का उपकरण एक बैंड देखा जाता है, जो समय के साथ पहनता है और उसे एक नए के साथ तेज करने या बदलने की आवश्यकता होती है। आपको पता होना चाहिए कि न केवल सामग्री प्रसंस्करण की गुणवत्ता, बल्कि पूरी तरह से इकाई की उत्पादकता बैंड-काटने की मशीन के लिए ब्लेड की सही पसंद पर निर्भर करती है।
सामग्री
धातु बैंड आरी के लिए एक ब्लेड का चयन
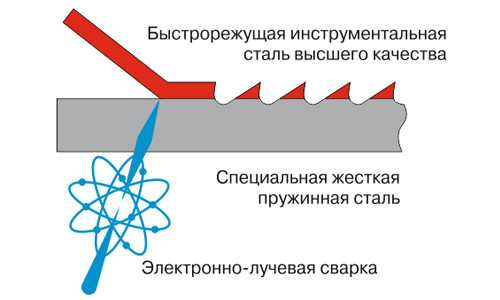
इस प्रकार के आवरण के लिए काटने वाला ब्लेड एक अंगूठी के रूप में वेल्डेड, दांतों की एक निश्चित संख्या के साथ एक टेप है। टेप का आधार स्प्रिंग स्टील से बना है, जिसमें लोच की उच्च दर है।हाई-स्पीड स्टील से बने एक टेप को आधार पर वेल्डेड किया जाता है जिस पर दांतों का मिलिंग होता है।
प्रत्येक बैंड ने धातु के लिए देखा और न केवल एक लेबल है। उदाहरण के लिए, चिह्नित एम 42 20 x 0.9 x 2362, 8 / 12TPI, निम्नानुसार है:
- एम 42 - वह सामग्री जिसमें से टेप दांत बनाए जाते हैं;
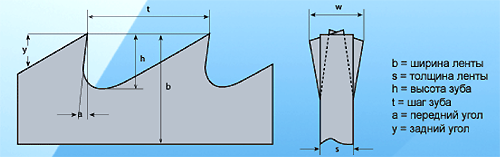
- 20 - यह मान वेब की चौड़ाई, मिमी को इंगित करता है;
- 0.9 - टूलींग मोटाई, मिमी;
- 2362 - एक आंख टेप, मिमी के एक वृत्त की लंबाई;
- 8 / 12TPI - प्रति इंच, देखा बैंड पर दांत पिच।
कटर से बनाया जा सकता है अन्य सामग्रीउदाहरण के लिए, एम51, पीक्यू, टीएसएक्स और अन्य से। एम 42 में उच्च पहनने का प्रतिरोध है और इसमें 67-68 एचआरसी की बढ़त कठोरता है। इसलिए, 45 एचआरसी से अधिक की कठोरता के साथ स्टील को काटने के लिए ऐसी सामग्री के आरे का उपयोग किया जा सकता है। एम51 ने देखा कि ब्लेड ऊपर वर्णित लोगों की तुलना में घर्षण पहनने के लिए अधिक प्रतिरोधी हैं। इन आरी के incisors के किनारों की कठोरता पहले ही 68 एचआरसी के बराबर है, जिसके लिए यह स्नैप स्टेनलेस स्टील्स, साथ ही इस्पात, उच्च शक्ति और गर्मी प्रतिरोध की विशेषता है। इसके अलावा, सामग्री में एम 51 ने आपको मोटी स्टील बिलेट्स, यानी, बड़े क्रॉस-सेक्शन वाले हिस्सों को काटने की अनुमति दी है।
बैंड की पसंद को देखते समय, विशेष ध्यान न केवल उस सामग्री के लिए किया जाना चाहिए जिससे कटर बनाया जाता है, बल्कि उनके कदम भी,और भी - ज्यामिति।
दांत पिच
यह दो आसन्न incisors के किनारों के बीच की दूरी है।
एक बड़ा कदम इकाई के इंजन को अधिक दृढ़ता से लोड करता है और खराब कट गुणवत्ता देता है। Incisors की छोटी पिच लंबे समय तक sawing, ऊर्जा लागत में वृद्धि, लेकिन देता है साफ कटौती एक चिकनी सतह के साथ।
शीट सामग्री, पाइप (पतली दीवार वाली) और प्रोफाइल काटने के लिए, आपको तत्वों काटने (1 इंच तक) के बीच न्यूनतम अंतर के साथ एक ब्लेड चुनना चाहिए। लेकिन अगर आप एक बड़ा बिलेट कट करना चाहते हैं ठोस धातुIncisors की सबसे बड़ी पिच के साथ ब्लेड स्थापित करने के लिए आवश्यक है। छोटे दांत (प्रति इंच) में कठोर होगा, जितना गहरा होगा उतना गहरा होगा। इसके कारण, कट चिप्स के साथ कम हो जाता है। इसके अलावा, टूलिंग पर एक बड़ी दांत पिच इकाई के प्रदर्शन में सुधार करता है।
दांत की ऊंचाई
उपकरण की ऊंचाई दांतों के बीच गुहा के सबसे निचले बिंदु से काटने के तत्व के शीर्ष तक दूरी है। खोखले की उपस्थिति के कारण चिप्स हटा दिए जाते हैंधातु काटने के दौरान गठित किया गया। दाँत की ऊंचाई पर्याप्त होनी चाहिए ताकि गुहा चिप्स के साथ घिरा न जाए, और काटने की प्रक्रिया बिना किसी कठिनाई के हो।इसके अलावा, दांतों की अपर्याप्त ऊंचाई ब्लेड को गर्म करने का कारण बनती है, जिसके परिणामस्वरूप माइक्रोक्रैक्स इस पर हो सकते हैं।
सामने दांत कोण
रेक कोण या तेज करने का कोण कार्यक्षेत्र सामग्री के लिए वेब की सगाई की डिग्री के लिए ज़िम्मेदार है। धातु को काटने के दौरान बड़े sharpening कोण उच्च परिशुद्धता प्राप्त करने की अनुमति नहीं होगी। साथ ही, एक छोटा कोण आपको अच्छी गुणवत्ता वाले कट सुनिश्चित करने की अनुमति देता है, लेकिन यह उपकरण के प्रदर्शन को कम करता है।
लकड़ी पर बैंड आरी के लिए एक ब्लेड का चयन
सबसे पहले, बैंड के लिए सही ब्लेड चुनने के लिए, आपको देखना चाहिए आपकी मशीन के लिए निर्देश। यह बैंड आरे के सभी मानकों को दिखाएगा जिन्हें उपकरण के इस मॉडल (टेप की अधिकतम और न्यूनतम चौड़ाई, साथ ही इसकी लंबाई) पर भी सेट किया जा सकता है। कैनवास की लंबाई बिल्कुल यूनिट में पासपोर्ट में निर्दिष्ट की जानी चाहिए।
स्नैप चौड़ाई
बेल्ट चौड़ाई को ऑपरेशन के आधार पर चुना जाता है जो मशीन पर किया जाएगा। टेप की चौड़ाई न केवल चरखी की चौड़ाई, बल्कि इसके व्यास को सीमित करती है। एक छोटी चरखी व्यास के साथ, उस पर घुमावदार विस्तृत टेप टूट जाएगा और अंततः फट जाएगा। इसलिए, प्रत्येक इकाई के लिए स्नैप की चौड़ाई पर एक सीमा होती है।
सीधे कटौती के लिए आम तौर पर 20 से 30 मिमी की चौड़ाई के साथ आरे का उपयोग करें। बेशक, एक गोलाकार मशीन पर, आप एक अनुदैर्ध्य कट तेजी से और अधिक सटीक बना सकते हैं। लेकिन इसमें एक ऊंचाई प्रतिबंध है, जो 80 मिमी से अधिक नहीं है। बैंड पर मशीनों को देखा, 200 मिमी उच्च और अधिक कार्यक्षेत्रों को संसाधित करना संभव है।
लेकिन टेप समेकन का मुख्य कार्य है अनुमानित कटौती। एक बैंड पर लगाए जा सकने वाले सबसे छोटे टूलिंग को 3 मिमी चौड़ा रिबन है। यह एक ही त्रिज्या के साथ एक सर्कल में कटौती करता है।
टेप की चौड़ाई जितनी अधिक होगी, उतनी ही न्यूनतम त्रिज्या जितनी अधिक कटौती की जा सकती है। उदाहरण के लिए, 60 मिमी से कम 12 मिमी कट त्रिज्या की चौड़ाई वाली एक टेप काम नहीं करेगी। और 25 मिमी की टेप चौड़ाई के लिए, न्यूनतम त्रिज्या लगभग 100 मिमी होगा।
औसतन, ब्लेड की चौड़ाई वर्कपीस पर आवश्यक कटिंग त्रिज्या से तीन गुना छोटी होनी चाहिए। इसलिए, उपकरण कार्यों के अनुसार चुना जाता है।
दांत पिच
एक इंच द्वारा संकेतित प्रति इंच incisors की संख्या इंगित करता है। कदम का संख्यात्मक मूल्य रखा जाता है संक्षेप में टीपीआई से पहले। एक कदम चुनते समय विचार किया जाना चाहिए:
- वर्कपीस की मोटाई क्या है;
- वर्कपीस सामग्री की कठोरता क्या है;
- कटौती के बाद आप भाग के साफ किनारे को प्राप्त करना चाहते हैं।
प्लास्टिक और कटौती लकड़ी को प्रभावी ढंग से काटने के लिए, टेप में कम से कम तीन कटर प्रति इंच होना चाहिए। अधिक incisors एक इंच होगा, बेहतर कटौती होगी। लेकिन इससे फ़ीड दर कम हो जाएगी और वर्कपीस की मोटाई के सीमित मूल्य में कमी आएगी।
दांतों की पिच से, ब्लेड को दो प्रकारों में विभाजित किया जाता है: "छोड़ें" और "नियमित"। कपड़ों का प्रकार "छोड़ें" 3 से 6 टीपीआई की पिच है। दांतों के बीच भूरे रंग के प्रभावी हटाने के लिए जगह होती है, क्योंकि उनके खराब हटाने से कट की गुणवत्ता कम हो जाती है। कैनवास का प्रकार "नियमित" दांत होते हैं, जो त्रिभुज की तरह आकार देते हैं। उन्हें 10 टीपीआई और उससे ऊपर की वृद्धि में उपकरण पर रखा जाता है। चिप्स को जल्दी से हटाने के लिए इस प्रकार के दांतों में पर्याप्त जगह नहीं है। तत्वों को काटने की अधिक संख्या के कारण, इस तरह का एक वेब काटने काफी साफ है। टूलिंग का उपयोग छोटे मोटाई और हार्ड सामग्री से आवरण रिक्त स्थान के लिए किया जा सकता है।
इन प्रकार के चित्रों में निम्नलिखित विशेषताएं हैं।
- 3 टीपीआई "छोड़ें"। कैनवास का उपयोग लकड़ी के किसी न किसी आवरण के लिए किया जाता है मोटा। फाइबर के साथ आवरण उत्पादन स्नैप। कटाई की गुणवत्ता को कम से कम थोड़ा सुधारने के लिए, आप मशीन पर अधिकतम टेप को बढ़ा सकते हैं और फ़ीड दर को कम कर सकते हैं।

- 4 टीपीआई "छोड़ें"। यह फाइबर के साथ sawing के लिए एक सार्वभौमिक टूलिंग है। इस प्रकार के ब्लेड को अधिकांश लकड़ी की प्रजातियों में शामिल किया जा सकता है, जिनमें शामिल हैं बहुत सारे गांठों के साथ रिक्त स्थान। यदि आरा खींचना और फ़ीड को कम करना अच्छा होता है, तो कट की गुणवत्ता खत्म होने के करीब होगी।

- 6 टीपीआई "छोड़ें"। यह एक तस्वीर है सामान्य उद्देश्य। उसने 50 मिमी मोटी (फाइबर के साथ) और 150 मिमी मोटी तक फाइबर भर में लकड़ी को देखा। इन संख्याओं को देखा जाने वाली सामग्री के लिए उन्हें सामान्य फ़ीड के साथ संकेत दिया जाता है। यदि फ़ीड कम हो जाती है, तो अधिक मोटाई के हिस्सों को संसाधित करना संभव है। यह देखा एक परिष्कृत कट गुणवत्ता देता है और लगभग सभी प्रकार की लकड़ी के लिए उपयुक्त है।

- 10 टीपीआई "नियमित"। गैर-लौह धातुओं और प्लास्टिक काटने के लिए ब्लेड का उपयोग शीट शीट सामग्री (चिपबोर्ड, प्लाईवुड, एमडीएफ, आदि) के लिए किया जाता है। लेकिन धातु के रिक्त स्थान को संसाधित करते समय, टूलिंग के आंदोलन की गति को कम करने की आवश्यकता होती है। सभी मशीनों के पास ऐसा अवसर नहीं है।

- 14 टीपीआई "नियमित"। आप प्लाईवुड, एमडीएफ, चिपबोर्ड और प्लास्टिक काट सकते हैं। प्राकृतिक लकड़ी के लिए, इसकी मोटाई 25 मिमी से अधिक नहीं होनी चाहिए। इस वेब का सबसे साफ कट प्राप्त होता है न्यूनतम फ़ीड दर। इसके अलावा, यह उपकरण कम टेप गति पर मुलायम धातुओं को काट सकता है।

कटर आकार
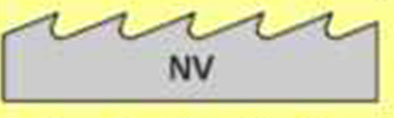
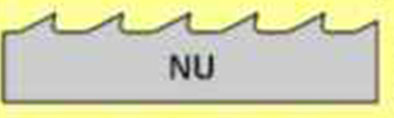
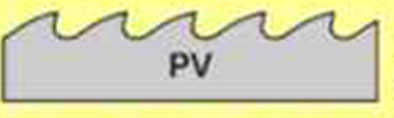
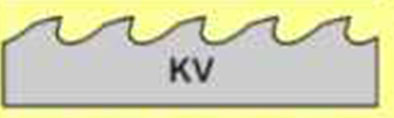
बेल्ट ब्लेड में निम्नलिखित टूथ प्रोफाइल हो सकते हैं।
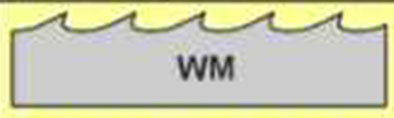
- WM। रिग, जिसमें इस कटर प्रोफाइल है, को नरम और कठोर जंगल को देखने के लिए डिज़ाइन किया गया है सार्वभौमिक है। प्रोफ़ाइल का उपयोग आरे पर 50 मिमी से अधिक की चौड़ाई के साथ किया जाता है।
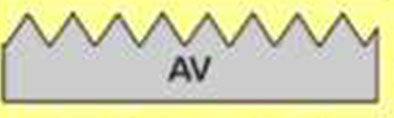
- ए वी। दांत प्रोफाइल को संभालने की अनुमति है दृढ़ लकड़ी के साथजमे हुए सहित। इसके अलावा, ऐसे आरे सामग्री के ट्रांसवर्स काटने का उत्पादन कर सकते हैं।
- NV। यह 30 मिमी चौड़े तक टेप पर लागू होता है, जिसका उपयोग किया जा सकता है काटने का आंकड़ा किसी भी लकड़ी की प्रजातियां।
- NU। प्रोफाइल में एक बड़ा खोखला है। Sawing के लिए प्रयुक्त मुलायम जंगल
- पीवी। यह प्रोफ़ाइल 50 मिमी से अधिक की टूल चौड़ाई पर उपयोग की जाती है। पीवी प्रोफाइल के लिए धन्यवाद, नरम लकड़ी को देखते हुए आरी की अच्छी स्थिरता होती है।
- केवी। नरम लकड़ी sawing के लिए विस्तृत टेप (80 मिमी तक) पर प्रयोग करें।
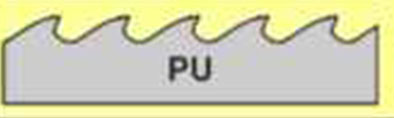
- पीयू। Sawing के लिए प्रयुक्त ठोस लकड़ी 80 मिमी चौड़े से अधिक टेप पर।
दांत के लेआउट
कार्यक्षेत्र पर ब्लेड की घर्षण को कम करने और इसके जैमिंग को रोकने के लिए आरे पर दांत तलाकशुदा होते हैं। काटने की चौड़ाई लगभग 30-60% तक उपकरणों की मोटाई से अधिक होनी चाहिए।
Incisors का लेआउट तीन प्रकार का हो सकता है।
- क्लासिक लेआउट। दांत अलग-अलग दिशाओं में और उसी दूरी पर अलग-अलग दिशाओं में झुकता हुआ देखा।
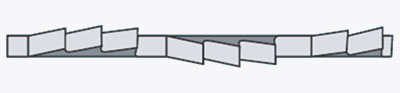
- स्ट्रिपिंग लेआउट।
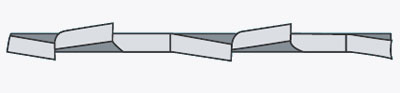
प्रत्येक दो दांत, अगला (तीसरा) एक मोड़ नहीं करता है और एक ट्रापेज़ियम का आकार होता है। कटर टूलिंग के केंद्र में स्थित है और पूरे बैंड के लिए दिशा निर्धारित करता है। यह लेआउट हार्ड सामग्री पर काम कर रहे आरे के लिए प्रयोग किया जाता है।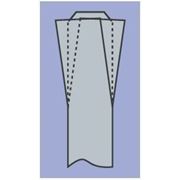
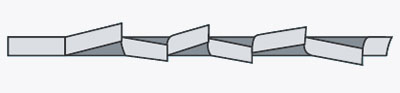
- वेव लेआउट सबसे कठिन माना जाता है। Incisors विभिन्न दिशाओं में एक लहर के आकार में झुक रहे हैं।
यह जानना महत्वपूर्ण है कि, दांतों का लेआउट बनाते समय, सभी उपकरण झुकते नहीं हैं, लेकिन इसका हिस्सा: दाँत के शीर्ष से दूरी के 1/3 से 2/3 तक। प्रत्येक उपकरण निर्माता पक्ष के लिए अपने दांत विक्षेपण की सिफारिश करता है। लेकिन औसतन यह 0.3 से 0.7 मिमी की सीमा में है।
नरम सामग्री, मजबूत देखा हुआ देखा जाना चाहिए और इसके विपरीत। लेकिन incisors की इस तरह के तारों की अनुमति देना असंभव है ताकि कट के केंद्र में कटौती अनुभाग नहीं होना चाहिए। देखभाल की जानी चाहिए कि दांत पक्ष में विचलित हो जाएं। एक ही दूरी। अगर तार असमान है, तो बैंड देखा जाएगा जहां दांतों में मजबूत झुकाव होता है।
तेज बैंड बैंड आरी
बेशक, विशेष कार्यशालाओं में एक विशेष मशीन पर देखा गया बैंड को तेज करना बेहतर होता है। हाँ, और पेशेवर sharpening आरी सस्ते। लेकिन अगर किसी भी कारण से आपके पास तेज धारण करने की क्षमता नहीं है, तो उपकरण को स्वतंत्र रूप से संपादित किया जा सकता है।
द्वारा उत्पादित बैंड आरी को तेज करना छोटी फ़ाइल या फ़ाइल प्रत्येक दाँत के लिए कई आंदोलनों (3-4) के साथ incisor के सामने और पीछे किनारों पर।

बैंड देखा भी तेज कर सकते हैं engraver का उपयोग करचेनसॉ को तेज करने के लिए डिज़ाइन किए गए टूल का उपयोग करना।


उपकरण को उत्कीर्णक में डाला जाता है, और incisor incisor के ऊपरी भाग पर कोमल आंदोलनों के साथ sharpened है।

एक मजबूत धातु लेने के लिए जरूरी नहीं है, बस इसे हल्का करो।
आप sharpen करने की कोशिश भी कर सकते हैं और धातु आरी। लेकिन आमतौर पर वे तेज नहीं होते हैं, क्योंकि इन बैंडों का काटने का हिस्सा या तो द्विपक्षीय होता है या एक क्वेंचिंग जोन होता है। ऐसे टेपों पर दांत तब तक काम करते हैं जब तक वे गिर जाते हैं और माइक्रोक्रैक्स हो सकते हैं।अगर वे जमीन पर हैं, तो वे तेजी से गिरने लगेंगे या वे और भी बदतर हो जाएंगे।
/rating_off.png)











