एक देखा श्रृंखला का चयन, तनाव और sharpening
एक इलेक्ट्रिक देखा में देखा श्रृंखला एक महत्वपूर्ण कार्यात्मक विस्तार है जो जल्द या बाद में तेज, मरम्मत या पूरी तरह से एक नए के साथ बदलना होगा। इसे सही तरीके से करने के लिए, आपको इस टूलिंग के डिज़ाइन और अन्य विशेषताओं पर विचार करने की आवश्यकता है।
सामग्री
बिजली के आरे के लिए एक श्रृंखला कैसे चुनें
कृपया ध्यान रखें कि बेंजो और इलेक्ट्रिक आरे के लिए चेन के बीच कोई अंतर नहीं है।। दोनों प्रकार के औजारों के लिए, चेन एक ही सामग्री से बने होते हैं, और टायरों पर चढ़ते हैं जो इलेक्ट्रिक और गैसोलीन इकाइयों दोनों के लिए समान होते हैं।एक बिजली के लिए एक श्रृंखला का चयन करने के लिए, कई मानकों पर विचार किया जाना चाहिए। उनमें से कुछ को स्थापित टायर के विनिर्देशों का पालन करना होगा।
चेन आकार
यह पैरामीटर हमेशा मेल खाता है टायर परिवर्तन आपकी इकाई यदि आपको टायर से छोटी सी श्रृंखला मिलती है, तो आप इसे पहन नहीं सकते हैं। इसके अलावा, टायर के आकार से अधिक उपकरण जो इसे ठीक से खींच नहीं पाते हैं। दोनों मामलों में, बिजली के उपयोग का उपयोग करना संभव नहीं होगा। आवरण उपकरण के आयाम इंच में निर्दिष्ट किए जा सकते हैं और उनके पास निम्न मान हो सकते हैं: 10 ", 12", 13 ", 14", 15 ", 16", 18 "और ऊपर।
चेन पिच
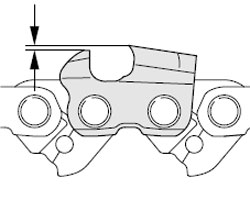
श्रृंखला के किसी भी तीन rivets द्वारा निर्धारित। नीचे दी गई तस्वीर में, "ए" अक्षर बिल्कुल इस दूरी को दिखाता है, जिसे इंच में मापा जाता है।
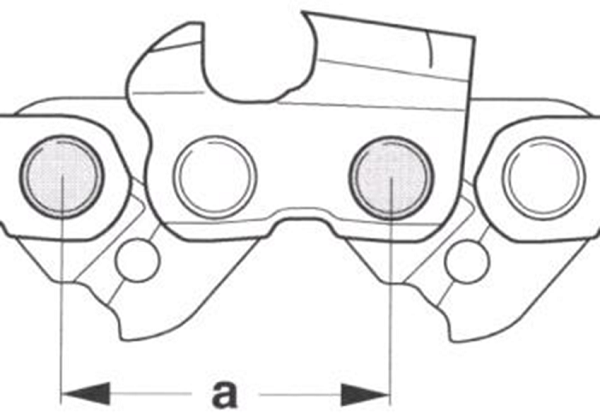
चेन पिच में निम्नलिखित मान हो सकते हैं: 0.325 ", 0.375" और 0.404 "।
0.375 के आकार वाले एक चरण को अक्सर 3/8 "(3: 8 = 0.375) के रूप में एक अंश के रूप में लिखा जाता है, ताकि संख्या 0.325 के साथ भ्रमित न हो।
आपको पता होना चाहिए: देखा श्रृंखला में अधिक कदम, इकाई के इंजन की अधिक शक्ति होनी चाहिए। 1.84 किलोवाट की क्षमता वाले शौकिया और अर्ध-पेशेवर इकाइयों पर, 0.325 के चरण के साथ श्रृंखलाएं "स्थापित हैं। ऐसे उपकरण पतली शाखाओं में कटौती कर सकते हैं, गाँठ काट सकते हैं, और निर्माण कार्य के दौरान भी इसका इस्तेमाल कर सकते हैं, उदाहरण के लिए, कट बोर्ड।3/8 के एक चरण के साथ देखा (2.94 किलोवाट के बारे में इंजन शक्ति की आवश्यकता है) पतली पेड़ों को काटने और औसत मोटाई के बोर्डों को काटना पहले से ही संभव है। 0.404 के एक चरण के साथ उपकरण (4.41 किलोवाट और उससे ऊपर की इंजन शक्ति) का प्रयोग केवल पेशेवर उपकरणों पर किया जाता है और किसी भी जटिलता के काम को करने के लिए डिज़ाइन किया गया है।
लीड लिंक मोटाई
बिजली के लिए एक उपकरण चुनते समय शंकु की मोटाई (जिसे मुख्य लिंक भी कहा जाता है) एक बहुत ही महत्वपूर्ण पैरामीटर है।

इकाई के लिए सही टूलींग चुनने के लिए, यह जरूरी है कि शंकु की मोटाई टायर के नाली की चौड़ाई से मेल खाती हो। मोटाई का मतलब निम्नलिखित अर्थ हो सकता है।
- 1.1 मिमी (0.043 "), 1.3 मिमी (0.05")। एक स्नैप मामूली भार के साथ काम करता है और इसे लागू करता है छोटे बिजली के आरे। रिग में 0.325 की पिच है "।
- 1.5 मिमी (0.058 ")। इस शंकु मोटाई के साथ चेन 3/8 की पिच है "। वे भारी भार का सामना करने में सक्षम हैं और स्थापित हैं अर्द्ध पेशेवर और घरेलू उपकरणों।
- 1.6 मिमी (0.063 "), 2 मिमी (0.08")। इन मूल्यों के साथ टायर और देखा सामान का उपयोग केवल बड़े भार के साथ जटिल काम करने के लिए किया जाता है पेशेवर उपकरण पर।
लिंक की संख्या
लिंक (शंकु) की संख्या से निर्धारित किया जाता है टूलिंग लंबाई। स्नैप चुनना, आप या तो लंबाई मानों या लिंक की संख्या पर भरोसा कर सकते हैं। चूंकि उत्पाद के विवरण में विभिन्न निर्माता केवल तत्वों को काटने की संख्या को इंगित कर सकते हैं, इसलिए यह और अन्य जानकारी दोनों को जानने में कोई दिक्कत नहीं होती है।
लिंक काटने का प्रकार
कॉन्फ़िगरेशन के अनुसार, टूलिंग के काटने वाले तत्वों को 2 प्रकारों में विभाजित किया जाता है: चप्पल और छिद्र।

चिप्स प्रकार काटने दांत - यह सामग्री के साथ संपर्क के एक बड़े क्षेत्र के साथ एक सिकल आकार का कटर है। क्रिसेंट दांत इकाई के इंजन पर भार बढ़ाते हैं और अच्छी कटौती की विशेषताएं नहीं होती हैं। लेकिन, इस रूप के लिए धन्यवाद, दांत आसानी से प्रदूषण का सामना करते हैं, और उनके संपादन को विशेष परिशुद्धता की आवश्यकता नहीं होती है।
छेनी दांत प्रोफाइल संख्या "7" को याद दिलाती है और इसे "सात" कहा जाता है। इस तरह के टूथ प्रोफाइल वाले उपकरण को आवरण की गति, काटने की गुणवत्ता और मुख्य रूप से पेशेवर उपकरणों पर उपयोग किया जाता है। रोजमर्रा की जिंदगी में चिज़ल दांतों के साथ एक टूलींग को तेज करना मुश्किल है, क्योंकि तेज करने वाले कोणों का मामूली अवलोकन भी कटर की छिद्र प्रोफाइल के सभी फायदों को अस्वीकार करता है।
दांत सामग्री काटना
बिजली के लिए एक उपकरण चुनते समय, पूछें कि इसके कटर किस सामग्री से बने हैं। मुलायम लकड़ी को देखने के लिए, कटर के साथ चेन क्रोम निकल, मिश्र धातु इस्पात। मिश्र धातु इस्पात से बने तत्वों को काटने के साथ जमे हुए, दूषित और हार्ड लकड़ी टूलींग के लिए काम नहीं करेगा। इन उद्देश्यों के लिए, कटर का उपयोग करें, प्रबलित कार्बाइड tippedपहनने के प्रतिरोध में वृद्धि की विशेषता है।

प्रोफाइल ऊंचाई
उपकरण की प्रोफाइल की ऊंचाई निर्भर करता है गहराई और उपकरण उत्पादकता काटने। कटाई दांत की प्रोफाइल जितनी अधिक होगी, उतनी ही मजबूत सामग्री में जाएगी। दांत जिसमें छोटी प्रोफ़ाइल ऊंचाई होती है, आवरण के दौरान पतली चिप्स को हटा देगी। सामग्री में उपकरण की चीरा की गहराई को रोकने वाले प्रत्येक व्यक्ति के स्टॉपर को पीसकर नियंत्रित किया जाता है।
प्रोफ़ाइल ऊंचाई में 2 प्रकार की श्रृंखलाएं हैं:
- ऊंचाई 0,025 "(0,635 मिमी) कम प्रोफ़ाइल टूलींग को संदर्भित करता है;
- 0.03 "(0.762 मिमी) प्रोफाइल ऊंचाई - उच्च प्रोफ़ाइल के लिए।
यह जानकारी भी मिल सकती है। इकाई के लिए निर्देशों में (इस देखा मॉडल पर लागू टूलींग के प्रकार इंगित करें)।यदि आप दांतों को खुद को तेज करते हैं तो यह उपयोगी होगा। पेशेवर इकाइयों पर, दोनों उच्च प्रोफ़ाइल और कम प्रोफ़ाइल उपकरण का उपयोग किया जाता है, लेकिन घरेलू इकाइयों पर, केवल कम प्रोफ़ाइल उपकरण का उपयोग किया जाता है। उच्च प्रोफ़ाइल श्रृंखला एक अत्यधिक उत्पादक टूलींग हैं। लेकिन इसका उपयोग करके यंत्र की कंपन और आक्रामकता बढ़ जाती है।
श्रृंखला की आक्रामकता को कम करने के लिए, डेवलपर्स एक छोटी सी चाल का सहारा लेते हैं: श्रृंखला की एक बड़ी पिच के साथ, कम कटर प्रोफ़ाइल बनाई जाती है और इसके विपरीत, पिच कम हो जाती है, प्रोफ़ाइल भी बढ़ती है। यह तकनीक इकाई को एक ही समय में कुशलतापूर्वक और कम आक्रामकता के साथ सामग्री को संसाधित करने की अनुमति देती है।
कट का प्रकार
यह कोई रहस्य नहीं है कि लकड़ी की संरचना में अनुदैर्ध्य रूप से व्यवस्थित फाइबर होते हैं। इसलिए, फाइबर के साथ या उसके पार इस सामग्री को काटने के लिए, श्रृंखला के विभिन्न sharpening दांतों की आवश्यकता है।
- के लिए काटने काटने लकड़ी के उपकरण दांत 25-30 डिग्री के कोण पर sharpened।
- प्रभावी के लिए फाइबर के साथ sawing 5 से 15 डिग्री के कोण पर incisors sharpening की आवश्यकता है। लेकिन इन श्रृंखलाओं का उपयोग बहुत ही कम होता है, क्योंकि लकड़ी के अनुदैर्ध्य आवरण को बैंड के साथ देखा या परिपत्र देखा जाता है।
तत्वों काटने की संख्या
मानक देखा श्रृंखला में प्रत्येक काटने वाले लिंक पर दो शंकु होते हैं। हालांकि, उनके उत्पादों की लागत को कम करने के लिए, कुछ निर्माता एक छोटे से काटने वाले तत्वों के साथ एक स्नैप उत्पन्न करते हैं, जिसे "पास के साथ" और "सेमी-पास" कहा जाता है।
![]()
आधा पास के साथ स्नैप-इन में, कटर की हर दूसरी जोड़ी के बीच एक अतिरिक्त लिंक डाला जाता है। और पास के साथ श्रृंखला में, प्रत्येक काटने तत्व के बाद एक मध्यवर्ती लिंक डाला जाता है। नतीजा यह है:
- 64 शंकुओं के साथ एक मानक श्रृंखला में, सभी लिंक के 32 काटने वाले तत्व, यानी 50% होना चाहिए;
- एक अर्ध-पास वाले उपकरण में, काटने वाले तत्वों की संख्या 40% होगी;
- पास के साथ चेन में सबसे छोटी संख्या में incisors - 37.5% है।
अंतराल के साथ उपकरण उपकरण की आक्रामकता को बढ़ाता है, इसके प्रदर्शन को कम करता है, टायर के तेज़ पहनने के साथ-साथ ड्राइव स्पॉकेट में योगदान देता है।
इस कारण से, आपको सस्ते उपकरण नहीं खरीदना चाहिए। भविष्य में, ऐसी बचत शेड हेडसेट के सभी हिस्सों की मरम्मत या प्रतिस्थापन पर खर्च किए गए धन को उचित ठहराने में सक्षम नहीं होगी।
जब आपको श्रृंखला बदलने की जरूरत होती है
सर्किट को बदलने की आवश्यकता मुख्य रूप से तब होती है जब पहनें और अत्यधिक खींचें। यदि आप एडजस्टिंग स्क्रू का उपयोग करके स्नैप को खींचने में असमर्थ हैं, तो इसे प्रतिस्थापित किया जाना चाहिए। लेकिन पुराने, पहने हुए स्पॉकेट पर एक नया हिस्सा स्थापित करना और उसी टायर की सिफारिश नहीं की जाती है, क्योंकि इससे इसके तेज पहनने की संभावना बढ़ जाती है।
बिजली के आरे के कई मालिकों को पता है कि श्रृंखला के पहनने से टायर और स्पॉकेट के जीवन के विकास की तुलना में 2-3 गुना तेज होता है, और वे थोड़ी सी चालबाजी करते हैं।
- एक नया बिजली देखा, आपको एक बार में 3 देखा चेन खरीदना चाहिए।
- कई घंटे तक एक श्रृंखला के साथ काम करने के बाद, इसे एक नए से बदला जाना चाहिए। इसके अलावा, दूसरी श्रृंखला एक ही सिद्धांत के अनुसार बदलती है।
- उपकरण के प्रत्येक प्रतिस्थापन के बाद वर्दी पहनने के लिए टायर को खत्म करना आवश्यक है।
इन सरल कुशलताओं को करने से सभी भागों के समान पहनने लगते हैं और उनकी सेवा जीवन बढ़ जाती है।
बिजली के आरे पर श्रृंखला को बदलना
यदि आप आरे पर उपकरण बदलना चाहते हैं, तो यह निम्न तरीके से किया जाता है। उदाहरण के लिए, श्रृंखला को कैसे रखा जाए, दिखाता है मकिट के इलेक्ट्रिक देखा पर।
- आवरण पर, ड्राइव स्पॉकेट इकाई को बंद करना, आप एक मुद्रित पैटर्न के साथ एक छोटा सा कवर देख सकते हैं। यदि आप इसे उठाते हैं, तो आपको एक हैंडल मिलता है जिसके साथ आप स्क्रू को रद्द कर सकते हैं।


- शक्ति से श्रृंखला को हटाने के लिए, पहले unscrew क्लैंपिंग पेंच और कवर हटा दें। आपको एक प्रमुख स्पॉकेट और 2 पिन दिखाई देंगे जिन पर टायर लगाया जाता है।

- इकाई से श्रृंखला के साथ टायर डिस्कनेक्ट करें।

- इसके बाद, आपको ध्यान से टायर पर श्रृंखला को ध्यान से रखना चाहिए सही दिशा दांत काटने, एक इलेक्ट्रिक देखा (टायर के साथ) पर श्रृंखला स्थापित करें, इसे तारांकन पर डालें।
- टायर पकड़ो, आवरण पर रखो।

- विभिन्न दिशाओं में बदलना तनाव समायोजक घुंडी, इसे एडजस्टिंग स्क्रू के साथ जुड़ाव में लाएं।

- क्लैंपिंग पेंच थोड़ा कसकर, इकाई के काटने तत्व के तनाव की जांच करें।

- यदि आवश्यक हो, तो समायोजन अंगूठे के साथ वांछित स्तर पर श्रृंखला को कस लें और अंत में क्लैंपिंग पेंच को कस लें। श्रृंखला की उचित स्थापना टायर पर ड्राइंग (मैन्युअल रूप से) द्वारा चेक किया गया। स्नैप-इन को बिना किसी कठिनाई के स्वतंत्र रूप से स्थानांतरित करना चाहिए। इस प्रतिस्थापन सर्किट पर विचार किया जाता है।
चेन के तनाव को कैसे समायोजित करें
निम्नलिखित मामलों में आंखों पर चेन को कसने की आवश्यकता है:
- उपकरण को एक नए के साथ बदलने के बाद;
- उपकरण के पहनने पर जो समय के साथ फैलता है।
आरी के संचालन के दौरान श्रृंखला को साग करने की अनुमति नहीं देनी चाहिए।इसके अलावा, यह बहुत तंग नहीं हो सकता है। लूज फिटिंग टायर से आ सकती है और इसे नुकसान पहुंचा सकती है। मजबूत कड़े उपकरण टूट सकते हैं या स्पॉकेट और टायर पीसने की तीव्र विफलता का कारण बन सकते हैं।
इकाई पर श्रृंखला को कसने के लिए, निम्न कार्य करें।
- टायर फिक्सिंग पेंच या अखरोट (मशीन मॉडल के आधार पर) को ढीला करें।
- की मदद से समायोजन बोल्ट स्नैप के तनाव में वृद्धि। टूलींग तनाव की शुद्धता को सरल तरीके से चेक किया जाता है: टायर के केंद्र के साथ चेन खींचें और ड्राइव लिंक देखें। आम तौर पर, शंकु के 1/3 (इसकी नोक) टायर नाली से नहीं बढ़ना चाहिए।
- सही तनाव प्राप्त करने के बाद, क्लैंपिंग पेंच (अखरोट) कस लें।
घर पर श्रृंखला को तेज करना
यह समझने के लिए कि एक आंख की एक श्रृंखला की धारणा आवश्यक है, यह कई संकेतों से संभव है:
- ऑपरेशन के दौरान, टायर पक्ष की ओर जाता है;
- साईंग की गति में काफी कमी आई है;
- चिप्स में सुइयों का आकार होता है, और उनमें बहुत धूल होती है (तीव्र जमीन के दांत समान आकार के स्क्वायर चिप्स का उत्पादन करते हैं)।
शार्पिंग नियम
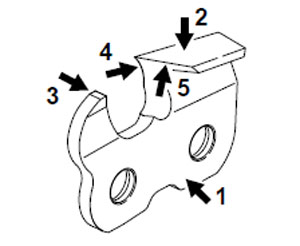
चेन के कटर को तेज करने के लिए, आपको उनके डिजाइन के बारे में एक विचार होना चाहिए, जिसमें शामिल हैं:
- आधार लिंक;
- ब्लेड ब्लेड;
- गहराई limiter कटौती;
- लंबवत ब्लेड;
- ऊपरी ब्लेड क्षैतिज स्थित है।
अधिकतम अधिकतम गुणों को चेन देने के लिए, इसके ब्लेड कुछ कोणों पर जमीन होते हैं। टूलींग की काटने की क्षमता मुख्य रूप से रेक कोण, ऊपरी ब्लेड के कोण और तीखेपन के कोण पर निर्भर करती है।
ब्लेड वापस झुका हुआ और आकार दिया जाना चाहिए। बैक कोण। सामग्री में ऊपरी ब्लेड को गहरा करने की आवश्यकता है।
बनाने के लिए अंत ब्लेड के पीछे कोने स्कापुला के पीछे पीस लें। यह कोण चिप्स (पार्श्व) काटने के लिए ज़िम्मेदार है।
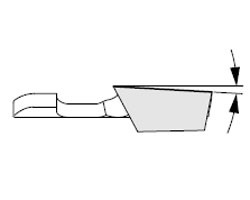
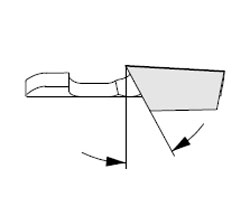
गठन के लिए रेक कोण (60 डिग्री से 85 डिग्री तक) अंत किनारे से मिलता है। यह लिंक के निचले हिस्से के सापेक्ष मापा जाता है।
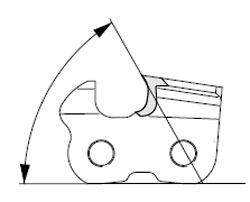
देने के लिए ऊपरी ब्लेड के पीछे कोण उसकी पीठ पीस लें। कोण 50 डिग्री से 60 डिग्री तक हो सकता है।
तेज कोण टायर के दाहिने कोण पर मापा जाता है।
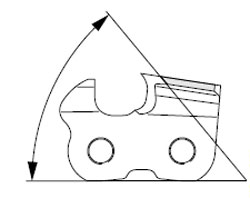
तीखे कोण के मूल्य जितना अधिक होगा, टूल उतना अधिक उत्पादक बन जाएगा। यदि यह कोण कम हो जाता है, तो कंपन ध्यान में कमी आएगी, और काटने की प्रक्रिया अधिक आसानी से घटित होगी।
यदि टूलींग फाइबर में कटौती के लिए है तो sharpening कोण 35 डिग्री से अधिक नहीं होना चाहिए और 25 डिग्री से कम नहीं होना चाहिए। लेकिन यह नियम अनुदैर्ध्य श्रृंखलाओं पर लागू नहीं होता है। उनके पास 10 डिग्री का तेज कोण होता है।
प्रत्येक कटर में एक स्टॉप होता है जो लकड़ी में ब्लेड के प्रवेश की गहराई को सीमित करता है।
आम तौर पर, ब्लेड और स्टॉप के बीच की दूरी 0.5 और 0.8 मिमी के बीच होनी चाहिए।
चेन दांत एल्गोरिदम sharpening
बिजली और चेनसॉ के लिए चेन, विशेष रूप से कार्बाइड नल के साथ, आमतौर पर इस उद्देश्य के लिए डिजाइन की गई मशीन पर तेज होते हैं। उत्तरार्द्ध में तेज करने के लिए एक डिस्क है और एक स्विस टेबल जिस पर rigging घुड़सवार है।

अपनी खुद की श्रृंखलाओं को तेज करना आवश्यक है विशेष अनुकूलन की उपलब्धताजो इस ऑपरेशन में आवश्यक sharpening कोणों का सामना करने में मदद करता है। आपको दो फाइलें तैयार करने की भी आवश्यकता होगी: एक फ्लैट प्रोफाइल वाला, और दूसरा गोल एक के साथ।

आंख को तेज करने के लिए, इन चरणों का पालन करें।
- एक उपाध्यक्ष में टायर असेंबली क्लैंप करें।
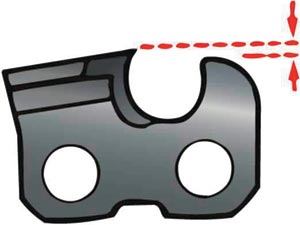
- सबसे पहले, दांतों का काटने का किनारा सीधा हो जाता है। नीचे दी गई तस्वीर में दिखाए गए स्नैप पर फिट रखें।
- लेने गोल फ़ाइलप्रकाश और चिकनी आंदोलनों के साथ आगे बढ़ना शुरू करें।उनकी संख्या सभी incisors के लिए समान होना चाहिए। इस प्रकार टूलींग के सभी दांतों को तेज करें (एक के माध्यम से), फिर टेम्पलेट घुमाएं और प्रत्येक दूसरे गैर-कठोर उपकरण के लिए एक ही ऑपरेशन करें।
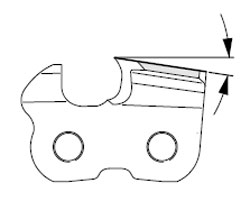
- Incisors के काटने किनारों को संपादित करने के बाद, थोड़ा गहराई limiter पीस। निम्न तस्वीरों में दिखाए गए टेम्पलेट को इंस्टॉल करें।


- टेम्पलेट में दो छेद हैं, इसके बाद शिलालेख "हार्ड" (हार्ड) और "सॉफ़्ट" (मुलायम) हैं। यदि आप कठोर लकड़ी काटना चाहते हैं तो "हार्ड" छेद के साथ बाड़ पर टेम्पलेट स्थापित करें। नरम सामग्रियों को काटने के लिए, रोक को "सॉफ़्ट" छेद के माध्यम से पीस लिया जाता है।
- स्टॉप पीसने के लिए इस्तेमाल किया जाता है फ्लैट फ़ाइल.


यह महत्वपूर्ण है! कटर की गहराई टेम्पलेट के बिना जमीन नहीं होनी चाहिए। सामान्य से अधिक, स्टॉप से देखा गया दांत सामग्री में बहुत गहराई से गहरा हो जाएगा, जो इकाई के इंजन पर भार बढ़ाएगा, कंपन बढ़ाएगा, आवरण की सटीकता को कम करेगा और किकबैक के जोखिम को बढ़ाएगा।
/rating_off.png)











