चेनसॉ sharpening और स्नेहन
प्रत्येक उपकरण को आवधिक रखरखाव की आवश्यकता होती है। यदि हम एक चेनसॉ के बारे में बात करते हैं, तो सबसे पहले इसके मुख्य कार्य शरीर की आवश्यकता होती है - एक देखा श्रृंखला। दांत को आवधिक sharpening की आवश्यकता है। घटनाओं की शुद्धता से उपकरण के सेवा जीवन और कट की गुणवत्ता पर निर्भर करता है। इसके अलावा, प्रत्येक चेनसॉ में एक श्रृंखला स्नेहन प्रणाली होती है। इस उपकरण के प्रत्येक मालिक के लिए अपने डिवाइस का ज्ञान और संचालन का सिद्धांत आवश्यक है।
सामग्री
जब sharpening की जरूरत है
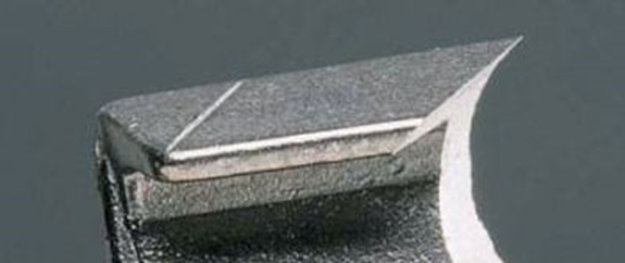
जो कुछ भी कंपनी इकाई थी, वह समय आता है जब आपको चेनसॉ चेन को तेज करने की आवश्यकता होती है। एक सुस्त देखा को भूरे रंग के प्रकार से पहचाना जा सकता है: यदि वे मुख्य रूप से ठीक धूल से बने होते हैं, तो यह दांतों को तेज करने का समय है। Sharpening ऑपरेशन घर पर किया जा सकता है, क्योंकि यह विशेष रूप से जटिल नहीं है। नीचे दी गई तस्वीरों से पता चलता है कि एक तेज दांत और दांत जो सीधे दिखने की आवश्यकता है।

दांतों को अपने हाथों से तेज करना शुरू करने से पहले, उन सिद्धांतों को समझने की अनुशंसा की जाती है जिन पर वे काम करते हैं। निम्नलिखित चित्र दिखाता है कि कैसे देखा जाता है।

जैसा कि आंकड़े से देखा जा सकता है, लिंक आकार समान है छोटा विमान। इसी तरह, योजना सामग्री होती है। चिप मोटाई limiter द्वारा निर्धारित किया जाता है।
दांत पैरामीटर
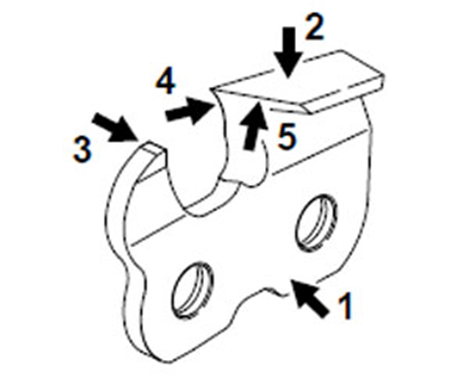
श्रृंखला (लिंक) के काटने के तत्व में निम्नलिखित संरचना है:
- आधार;
- दांत ब्लेड;
- गहराई से रोको;
- अंत ब्लेड;
- ऊपरी ब्लेड
अधिकतम दक्षता प्राप्त करने के लिए जब आवरण केवल दाएं कोण पर दांतों को तेज कर सकता है। यदि आप दाँत के पीछे के हिस्से को पीसते हैं, तो ऊपरी ब्लेड का पिछला कोण बन जाएगा, जिससे किनारे आसानी से सामग्री में कटौती कर सकते हैं।
रियर स्कापुला यह पीठ के कोण पर भी जमीन है ताकि ऊर्ध्वाधर ब्लेड लकड़ी के तंतुओं को काट सके।
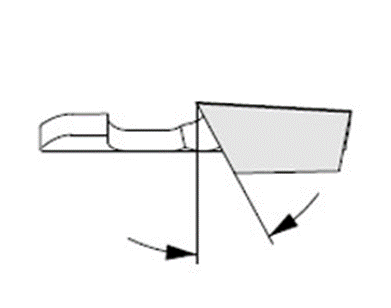
ऊपरी ब्लेड के किनारे को लिंक के नीचे से संबंधित होना चाहिए। सामने के कोने 60-85°.
विभिन्न प्रकार के आरे में ऊपरी ब्लेड के झुकाव में 50-60 डिग्री का कोण हो सकता है।
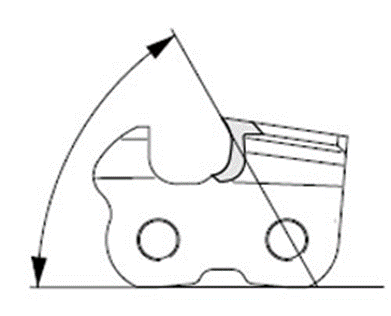
तेज कोण गाइड रेल (दाएं कोण पर) के सापेक्ष मापा जाता है।
यह कोण आमतौर पर किस पर निर्भर करता है काम के प्रकार चेनसॉ द्वारा आयोजित किया जाएगा। यदि कोण बढ़ता है, तो गैर-जमे हुए और नरम लकड़ी को तेजी से काटा जाएगा। तेज करने के कोण को कम करने से कठोर जंगल और भारी जमे हुए लकड़ी को देखा जा सकता है। उपरोक्त के अलावा, इस तरह के उपाय उपकरण के मजबूत कंपन को खत्म कर सकते हैं और इसके चिकनी चलने में योगदान देता है।
घुमावदार कोण कम से कम 25 डिग्री होना चाहिए, अनुदैर्ध्य sawing श्रृंखला के अपवाद के साथ, जहां एक 10 डिग्री कोण सामान्य माना जाता है।
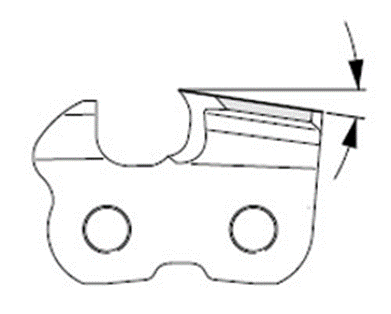
अगला आंकड़ा दिखाता है कि दाँत के सामने एक स्टॉप है, जो सामग्री कैप्चर की गहराई को सीमित करता है।
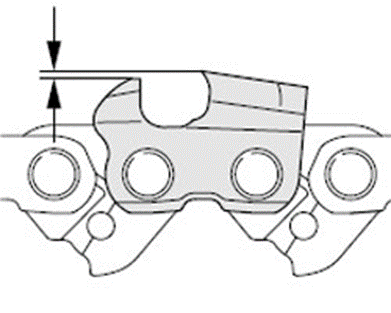
इस जोर पर, जैसा कि पहले से ही उल्लेख किया गया है, आप चिप की मोटाई और इकाई के प्रदर्शन को समायोजित कर सकते हैं। ऊपरी किनारे और सीमित स्टॉप के बीच का अंतर 0.5-0.8 मिमी होना चाहिए। यदि यह दूरी बड़ी हो जाती है, तो चेनसॉ के रीकोल का खतरा बढ़ जाएगा, कंपन बढ़ेगी, और मशीन अधिक सामग्री को कैप्चर करना शुरू कर देगी। एक छोटे से अंतर के साथ, काटने की गति कम हो जाती है।
विशेष पैटर्न का उपयोग करके नियमित फाइलों के साथ चेनसॉ चेन अक्सर तेज होते हैं। लेकिन आप इसे मैनुअल या इलेक्ट्रिक sharpening मशीनों पर कर सकते हैं।
फ़ाइल तेज करना
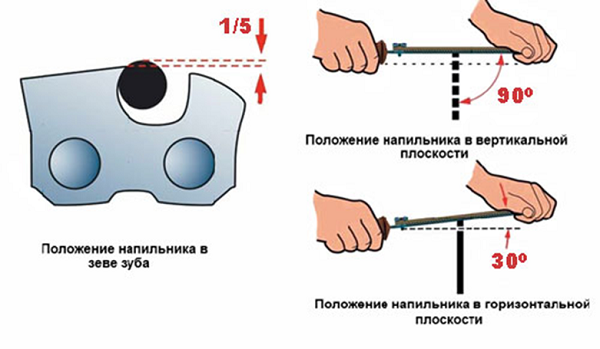
अक्सर घर कारीगरों मैनुअल sharpening इस्तेमाल किया। तो, श्रृंखला को सही ढंग से तेज करने के लिए, आपको इसकी आवश्यकता होगी विभिन्न प्रोफाइल के साथ 2 फाइलें (फ्लैट और गोल)। काटने वाले लिंक के आंतरिक समोच्च में एक सर्कल का आकार होता है, इसलिए इसे एक गोल खंड के साथ एक उपकरण के साथ पीस लिया जाता है। एक फ्लैट उपकरण के साथ पीसने के लिए गहराई की रोकथाम की आवश्यकता होती है।
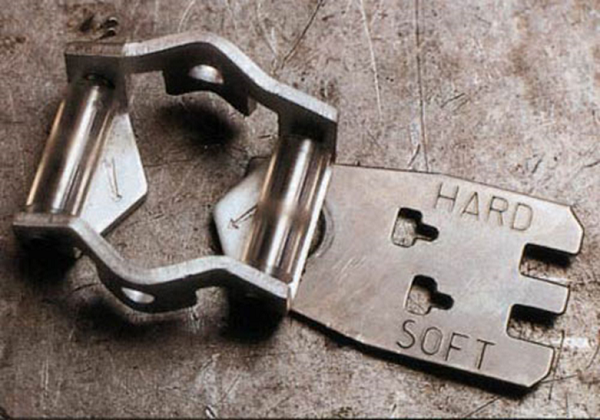
सभी कोणों को बनाए रखने, "आंखों द्वारा" चेनसॉ की एक श्रृंखला को तेज करना बहुत मुश्किल है। इस प्रक्रिया को महत्वपूर्ण रूप से सरल बनाता है। टेम्पलेट्स का उपयोग। उनमें से एक निम्नलिखित तस्वीर में दिखाया गया है।

धारक को तैनात किया जाना चाहिए ताकि श्रृंखला टेम्पलेट के नीचे स्थित कटौती में प्रवेश करे। फ़ाइल को अत्याधुनिक के नीचे लाने और रोलर्स पर डालने की आवश्यकता है। स्थिरता के किनारों के समानांतर सीधी रेखा में तीखे उपकरण को ले जाएं।

वांछित ऊंचाई पर लिमिटर काटने के लिए, टेम्पलेट लिंक पर अतिसंवेदनशील है ताकि समर्थन स्थिरता के छेद में फिट हो। यदि आप साथ काम करने जा रहे हैं मुलायम लकड़ी, "सॉफ़्ट" शब्द के विपरीत छेद में जोर दिया जाता है। इसके विपरीत, प्रसंस्करण के लिए देखा तैयार करने के लिए ठोस लकड़ी, टेम्पलेट पर "हार्ड" शब्द के तहत डेलीमीटर सेट करना आवश्यक है।
स्टॉपर को पीसने के लिए एक सपाट फ़ाइल होना चाहिए। आंदोलन आपके से दूर चिकनी और चिकनी होना चाहिए।
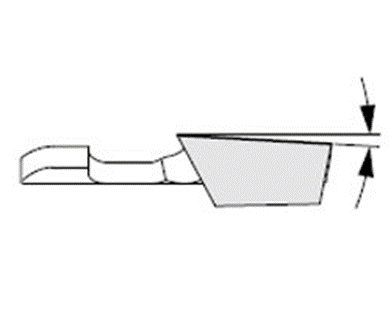
अगली तस्वीर दिखाती है कि स्टॉपर स्थिरता से थोड़ी दूर निकलता है, और इसे पीसना जरूरी है।

आप ब्रांडेड भी खरीद सकते हैं लिंक sharpening के लिए सेट करें, जिसमें एक उपयुक्त उपकरण (फाइलें) और सहायक उपकरण शामिल हैं। इस किट का उपयोग करना उतना ही आसान है जितना ऊपर चर्चा की गई है।

मशीन के साथ श्रृंखला को तेज करना
निम्नलिखित मामलों में तेज मशीन का उपयोग किया जाता है:
- कटिंग लिंक ब्लंट बन जाते हैं, उदाहरण के लिए, जब एक देखा रेतीले मिट्टी या मिट्टी के साथ मिट्टी में प्रवेश करता है;
- चेनसॉ चेन लंबे समय तक तेज नहीं हुए हैं, और काम करने वाले दांतों ने अपना आकार खो दिया है;
- फ़ाइल के साथ दांतों को तेज करने का कोई समय नहीं है, उदाहरण के लिए, उत्पादन में।
मशीनों को बिजली और मैनुअल में विभाजित किया जा सकता है। उत्तरार्द्ध अनुकूलन कहा जाता है, क्योंकि किसी व्यक्ति की भौतिक शक्ति पीसने के लिए उपयोग की जाती है। इलेक्ट्रिक मशीनों में एक मोटर होती है जो एक घर्षण चक्र चलाती है।
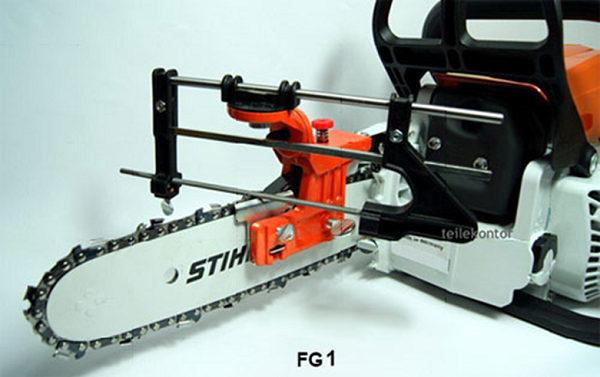
उदाहरण के लिए, कंपनी स्टिहल ने 2 प्रकार की मैनुअल मशीन जारी की हैं।
- मोबाइल शार्पनेर एफजी 1, जो आसानी से टायर चेनसॉ से जुड़ा हुआ है।
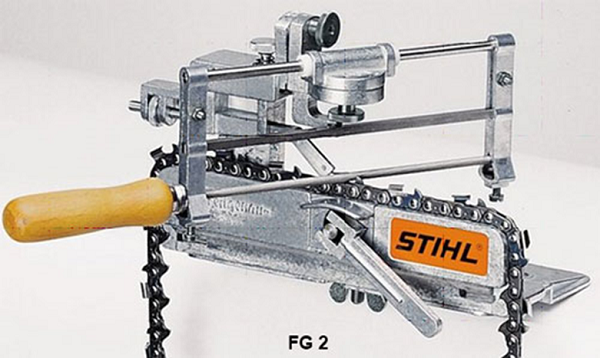
- स्थिर पीसने की मशीन एफजी 2, जिसे वर्कबेंच से जोड़ा जा सकता है।
यदि आप मशीनों की तस्वीरों को देखते हैं, तो आप देख सकते हैं कि उनका कामकाजी हिस्सा आंखों के समान ही है, जहां एक गोल (आयताकार) अनुभाग की एक फ़ाइल को एक कार्य उपकरण के रूप में तय किया जाता है। मशीन में जोर को छोटा करने के लिए एक आयताकार खंड के साथ तय फ़ाइल है। ये मशीनें आपको चेनसॉ चेन को संपादित और तेज करने, ऊंचाई में दांत समायोजित करने (एक आकार) की अनुमति देती हैं।
1 दांत को तेज करने के लिए, आपको केवल 2-3 आंदोलनों की आवश्यकता होती है।
जैसा कि पहले से ही उल्लेख किया गया है, वहां हैं विद्युत मशीनें। इन उपयोग में आसान उपकरणों में सेटिंग्स की लचीली प्रणाली होती है, जिसके लिए विभिन्न कोणों से श्रृंखला को स्थापित करना संभव होता है और पीसने वाले पहिये को सतह पर यथासंभव सटीक रूप से लाने के लिए संभव होता है, इस प्रकार उपकरण की सही तीखेपन को प्राप्त किया जाता है।

इलेक्ट्रिक मशीन टूल्स का लाभ यह है कि सभी पीसने का काम त्वरित, आसान है, ऑपरेटर से विशेष ज्ञान और कौशल की आवश्यकता नहीं है। इसलिए, यदि आपको बड़ी मात्रा में चेन को लगातार तेज करना है, तो आपको एक इलेक्ट्रिक ड्राइव वाली मशीन चुननी चाहिए।
चेनसॉ चेन स्नेहन प्रणाली कैसे काम करती है
सबसे प्रभावी ढंग से देखा श्रृंखला के लिंक के लिए स्नेहक आपूर्ति करने के लिए, यह chainsaws पर स्थापित है विशेष पंप। इसका कार्य इकाई के टायर को स्नेहन सामग्री को खुराक देना है। तेल की तीव्रता गैसोलीन या इलेक्ट्रिक ड्राइव के क्रांति की संख्या पर निर्भर करती है।
स्नेहन प्रणाली
विभिन्न निर्माताओं की इकाइयों पर स्नेहन प्रणाली का विवरण और डिज़ाइन थोड़ा भिन्न हो सकता है, लेकिन इसके संचालन का सिद्धांत नहीं बदलता है।
स्नेहन प्रणाली में निम्नलिखित घटक होते हैं।
- स्नेहक के लिए टैंक। एक नियम के रूप में, यह क्रैंककेस में स्थित है।

- फ़िल्टरिंग तत्व टैंक के अंदर स्थित है।
- तेल पाइप यह तेल प्रतिरोधी रबड़ से बना एक नली है।

- तेल पंप स्नेहन प्रणाली का मुख्य घटक है।

- वर्म गियर इसका मुख्य कार्य इंजन से पंप तक घूर्णन गति का संचरण है।

टायर मशीन स्नेहन प्रणाली का हिस्सा भी कॉल करना भी संभव है, क्योंकि इसमें खुलेपन होते हैं जिसके माध्यम से स्नेहक आपूर्ति की जाती है।
वैसे, श्रृंखला स्नेहक के परिवहन में भी भाग लेती है और इस उद्देश्य के लिए कुछ डिज़ाइन सुविधाएं हैं।
स्नेहन प्रणाली के संचालन का सिद्धांत
सिस्टम का मुख्य नोड पंप है, और यह निम्नलिखित सिद्धांत के अनुसार काम करता है। जब इंजन की गति बढ़ जाती है, मुख्य शाफ्ट पर घुड़सवार गियर एक कीड़े गियर के माध्यम से पंप शाफ्ट में रोटेशन स्थानांतरित करता है। चूंकि पंप शाफ्ट घूमता है, लाइन में दबाव बढ़ता है। इसके कारण, स्नेहक इसे टायर की ओर ले जाना शुरू कर देता है।
तेल चैनल उस बिंदु पर समाप्त होता है जहां टायर क्रैंककेस से संपर्क करता है। यह यहाँ है नालीजिसके साथ टायर का स्नेहन चैनल संयुक्त होता है।
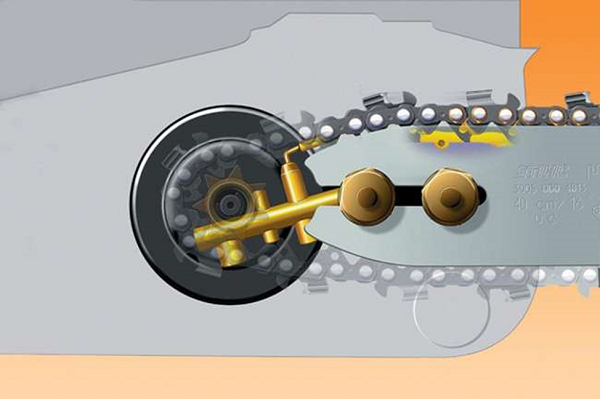
यह नाली टायर को स्नेहक परिवहन प्रदान करती है, इससे कोई फर्क नहीं पड़ता कि कुल श्रृंखला में तनाव क्या है। ऑपरेशन के दौरान टायर की कोई स्थिति हो सकती है, लेकिन तेल इस नाली के माध्यम से अभी भी बह जाएगा।
फिर स्नेहन प्रक्रिया शामिल है। श्रृंखला देखा। इसके लिंक पर या तो छेद या एक विशेष नाली (श्रृंखला के मॉडल के आधार पर) हैं। इस तरह के सुधारों के लिए धन्यवाद, स्नेहक टायर के पूरे परिधि के आसपास फैलता है, और चेनसॉ चेन का स्नेहन समान रूप से होता है। यदि इंजन की गति बढ़ जाती है, क्रमशः, तेल आपूर्ति की तीव्रता बढ़ जाती है।
इकाइयों के कुछ मॉडलों पर स्थापित हैं समायोज्य पंप तेल की आपूर्ति।

ऐसी इकाइयों में, यदि आवश्यकता उत्पन्न होती है, तो टायर को आपूर्ति किए गए स्नेहक की मात्रा में वृद्धि या कमी करना संभव है।
/rating_off.png)











