मैनुअल मिल कैसे काम करें
मिलिंग कटर महान कार्यक्षमता वाला एक अनूठा टूल है, जो बढ़ईगीरी में एक अनिवार्य उपकरण है। एक हाथ मिल लकड़ी के हिस्सों के बीच विभिन्न प्रकार के कनेक्शन बना सकती है, किनारों, किनारों और परतों की परतों की प्रसंस्करण की प्रसंस्करण कर सकती है, इसका उपयोग ग्रूव और ग्रूव के साथ-साथ लकड़ी की नक्काशी और धातु उत्कीर्णन के लिए भी किया जाता है।
सामग्री
काम के सामान्य नियम
हैंडलिंग की आसानी के बावजूद, यदि आप सरल नियमों का पालन किए बिना इसका उपयोग करते हैं तो राउटर एक दर्दनाक उपकरण है।इसलिए, इस इकाई के साथ काम करने के लिए बुनियादी नियम इस प्रकार हैं।
- कपड़ों की आस्तीन अपने हाथों में चुपके से फिट होना चाहिए। यदि आपके लंबे बाल हैं, तो आपको उन्हें कटर और बाद की घुमाव पर गिरने से रोकने के लिए चुनना होगा।
- शुरू करने से पहले, सुनिश्चित करें नेटवर्क केबल की जांच करें इन्सुलेशन के नुकसान के लिए। कॉर्ड क्षति उस समय होती है जब केबल गलती से एक मिल को हिट करता है जो अभी तक बंद नहीं हुआ है। इन्सुलेशन abrasions पाया जाना चाहिए।
- कार्यस्थल को तैयार करें ताकि इसमें विदेशी वस्तुओं (wrenches, screwdrivers, शिकंजा, आदि) शामिल न हो जो कामकाजी उपकरण के नीचे आ सकता है और इसे नुकसान पहुंचा सकता है।
- केवल प्रयोग करें अच्छी तरह से तेज उपकरण (मिलिंग)। आप अपनी उंगली के साथ ब्लेड की तीखेपन की जांच कर सकते हैं: इसके लिए आपको 90 डिग्री के कोण पर ब्लेड पर पकड़ने की आवश्यकता है। यदि किनारा तेज है, तो आप तीखे किनारों से त्वचा की हल्की पकड़ महसूस करेंगे। अन्यथा, उंगली आसानी से ब्लेड को स्लाइड कर देगी।
- एक जोरदार असर के साथ कटर का उपयोग करने से पहले, तेल की एक बूंद के साथ इसे ग्रीस करना सुनिश्चित करें। असर आसानी से और देरी के बिना घूमना चाहिए।
- कोलेट में टूलिंग स्थापित करते समय, सुनिश्चित करें कि कटर शंकु इसमें प्रवेश करता है 20 मिमी से कम नहीं।
- प्रत्येक बार, कटर स्थापित करते समय, नरम धातु प्लेट का उपयोग करके कार्बन जमा और लकड़ी के अवशेषों को अपने ब्लेड से हटा दें।
- उपयोग विशेष सुरक्षा चश्मा। खैर, अगर वे धूलरोधक हैं।
- मिलिंग के दौरान बहुतायत में बनने वाली अच्छी धूल से अपनी श्वसन प्रणाली की रक्षा करना सुनिश्चित करें, खासकर यदि भागों टुकड़े टुकड़े वाले चिपबोर्ड और एमडीएफ से बने होते हैं। एक रक्षा के रूप में, आप एक श्वसन यंत्र या एक फार्मेसी में खरीदा एक साधारण चिकित्सा मास्क का उपयोग कर सकते हैं।
- क्लैंप के साथ तालिका में वर्कपीस को हमेशा सुरक्षित करें। प्रसंस्करण के दौरान एक हाथ के साथ वर्कपीस को रोकें प्रतिबंधित है।
- सही उठाओ घूर्णन गति स्थापित उपकरण के व्यास के आधार पर स्पिंडल इकाई। आपको भी ध्यान देना चाहिए लकड़ी की कठोरता। सामग्री की कठोरता जितनी अधिक होगी, घूर्णन गति धीमा होनी चाहिए।
- एक पास में कटर को वर्कपीस में 3 मिमी से अधिक की गहराई तक डुबो देना चाहिए।
- वर्कपीस की प्रसंस्करण शुरू करने से पहले, आपको राउटर चालू करना चाहिए और उस क्षण की प्रतीक्षा करनी चाहिए जब मिल आवश्यक गति को इकट्ठा करेगी, और फिर मिल में लकड़ी की शुरूआत में आगे बढ़ेगी।यदि आप कम revs या उपकरण के प्रारंभिक क्रांति पर मिलिंग शुरू करते हैं, तो उपकरण का काटने का हिस्सा वर्कपीस को दबाएगा, जिससे चिप्स बनायेगा। भागों को नुकसान पहुंचाने के अलावा, राउटर पक्ष में उछाल सकता है और ऑपरेटर को चोट पहुंचा सकता है।
- मशीन को इस तरह से रखें कि आप घूर्णन टूलिंग देख सकें और सामग्री में इसके विसर्जन को नियंत्रित कर सकें।
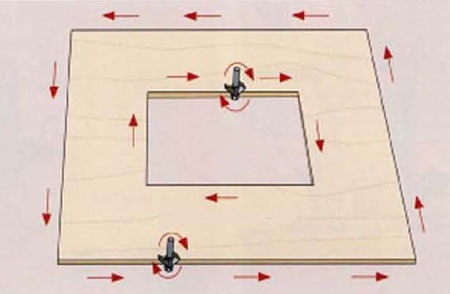
- जैसे-जैसे तीर तीर की दिशा में घूमता है, मिल आंदोलन को इस तरह से निर्देशित किया जाना चाहिए कि उपकरण ब्लेड आगे बढ़ें सामग्री की ओरजैसा कि नीचे दी गई तस्वीर में दिखाया गया है।
- मिलिंग कटर हाथों में मजबूती से आयोजित किया जाना चाहिए, लेकिन वर्कपीस पर अवांछित दबाव के बिना। इसे समान रूप से दबाएं और आंदोलन के पूरे प्रक्षेपण के दौरान, बिना झटके के इकाई को आसानी से ड्राइव करें।
- यदि काम कम revs पर किया जाता है, और यहां तक कि लंबे समय तक, उसे जरूरत है कभी-कभी ठंडा करें। यूनिट को 20-30 सेकंड के लिए अधिकतम गति (निष्क्रिय) पर शुरू किया जाना चाहिए ताकि इंजन अपने शाफ्ट पर घुड़सवार इंपेलर द्वारा बनाए गए वायु प्रवाह से अच्छी तरह से हवादार हो।
- मिलिंग को रोकने के लिए, उदाहरण के लिए, वर्कपीस के किनारों पर, आपको पहले लकड़ी से मिल को हटा देना चाहिए, और फिर इकाई को बंद करना होगा।लेकिन जब एक गहरी नाली मिलती है, तो आपको पहले उपकरण फ़ीड को रोकना होगा, इसे बंद कर देना होगा, उपकरण को पूरी तरह से रोकने के लिए प्रतीक्षा करें और केवल तब ही कटर को अवकाश से हटा दें।
काम के लिए उपकरण की तैयारी
मिलिंग शुरू करने से पहले करने के लिए सबसे महत्वपूर्ण बात यह है कि इकाई को एक विशिष्ट प्रकार के काम के लिए सेट अप करना है, जिसमें सामग्री को संसाधित किए जाने वाले गुणों और टूलींग के प्रकार को ध्यान में रखना है।
गति चयन
एक मिलिंग कटर एक इकाई है जो बहुत अधिक स्पिंडल क्रांति विकसित करने में सक्षम है, 8000 से 24000 आरपीएम और अधिक। टूलींग के घूर्णन की गति जितनी अधिक होगी, सतह को क्लीनर का इलाज किया जाएगा। लेकिन आपको पता होना चाहिए कि कुछ कटर के लिए स्वीकार्य गति से अधिक मशीनिंग साइटों पर वर्कपीस को जलाने का कारण बन सकता है। इसलिए, उपकरण की रोटेशन गति के अलावा, खाते में ध्यान रखना आवश्यक है ब्लेड रैखिक वेग। एक नियम के रूप में, टूलिंग के व्यास जितना बड़ा होता है, टूलिंग के तेज़ी से बढ़ते किनारे घूमते हैं। यदि आप बड़े व्यास के स्नैप-इन का उपयोग करना चाहते हैं, तो स्पिंडल की गति को थोड़ा कम करने की आवश्यकता होगी।
नीचे एक सारणी है, जिसका उपयोग आप अपने व्यास के आधार पर उपकरण के घूर्णन की इष्टतम गति चुन सकते हैं।
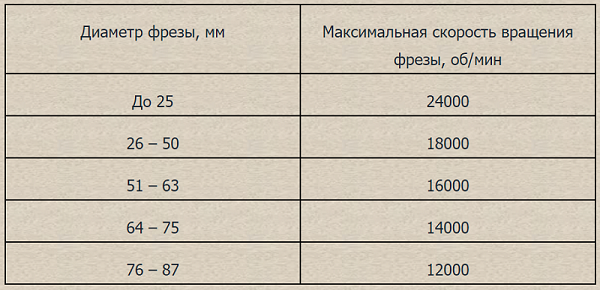
इसके अलावा, उपकरण के घूर्णन की गति चुनते समय ध्यान में रखा जाना चाहिए और सामग्री की कठोरता को संसाधित किया जाना चाहिए। एक विशिष्ट उपकरण व्यास के लिए अनुशंसित की तुलना में कम गति पर हार्ड लकड़ी की मिलिंग की आवश्यकता होती है।
यदि आपको पीवीसी, प्लेक्सीग्लस और प्लास्टिक की प्रसंस्करण की आवश्यकता है तो आपको टूल की गति को भी कम करना चाहिए। उच्च गति पर, प्लास्टिक पिघलने और ब्लेड टूलींग का पालन करना शुरू कर देगा। प्रत्येक मामले में, घूर्णन गति प्रयोगात्मक रूप से चुना जाता है।
कटर स्थापित करें
उपकरण बदलने से पहले आवश्यक है राउटर को मेन से डिस्कनेक्ट करें। स्टार्ट बटन बंद करना पर्याप्त नहीं होगा। आकस्मिक इंजन शुरू करने से रोकने के लिए पावर कॉर्ड को अनप्लग करना बहुत महत्वपूर्ण है।
निम्नानुसार rigging बदलता है।
- मशीन को अपनी तरफ रखें ताकि स्पिंडल वाला बटन शीर्ष पर हो।
- बटन दबाएं और धुरी को तब तक चालू करें जब तक यह retainer के साथ संलग्न न हो। इसके बाद, कोलेट नट पर कुंजी डालें और इसे रद्द करें। मिलिंग कटर के कुछ मॉडलों पर यह बटन नहीं हो सकता है। इस मामले में, आपको 2 wrenches की जरूरत है।पहली कुंजी स्पिंडल पर स्थित अखरोट पर रखी जाती है और एक रखरखाव के रूप में कार्य करती है (यदि आप गाइड बार के खिलाफ इसे आराम करते हैं), और दूसरी कुंजी कोलेटलेट अखरोट को ढीला करने के लिए उपयोग किया जाता है।

- कोलेट क्लैंप को ढीला करने के बाद, इससे थोड़ा सा झटका हटा दें।
- इसके बाद, एक नया स्नैप-इन डालें, कोलेट में अपने शंकु को कम से कम 20 मिमी की गहराई तक गिराना, यानी, जब तक यह बंद न हो जाए।
- कोलेट अखरोट कस लें। पर्याप्त बल के साथ उपकरण को कस लें, लेकिन धागे को बाधित करने के लिए पर्याप्त नहीं है।
- धुरी अनलॉक करें।
इसे याद रखना चाहिए: यदि उसके पास टूलिंग नहीं है तो कोलेट क्लैंप अखरोट को कड़ा नहीं किया जा सकता है। यह इसे तोड़ देगा।
प्रसंस्करण की गहराई को स्थापित करना
मिलिंग के लिए लगभग सभी इकाइयां स्थापित हैं गहराई समायोजक। विसर्जन उपकरण की गहराई को सेट करना निम्नानुसार है:
- इकाई को एक फ्लैट सतह पर रखें, उदाहरण के लिए, एक टेबल पर।
- बुर्ज स्टॉप (1) के चरण को रखें, जिसमें विसर्जन limiter (2) के तहत सबसे छोटी ऊंचाई है।


- स्क्रू (3) को थोड़ा अनसुलझा करके गहराई से स्टॉप से लॉक निकालें ताकि स्टॉप (2) स्वतंत्र रूप से स्थानांतरित हो सके।
- मशीन विसर्जन तंत्र अनलॉक। मिलिंग कटर के कुछ मॉडलों में, इंजन एक घुमावदार हैंडल का उपयोग कर ऊर्ध्वाधर छड़ पर तय किया जाता है। इन इकाइयों के मॉडल की एक बड़ी संख्या भी है, जहां ड्राइव को विशेष पिवट लीवर से बंद कर दिया गया है।
- मिलिंग कटर वर्कपीस को छूने तक मोटर को कम करें। भाग को मारने वाले ब्लेड से बचने के लिए धीरे-धीरे किया जाना चाहिए।
- इसके बाद, आपको फिर से रेल पर इंजन को ठीक करना चाहिए।
- बुर्ज स्टॉप (1) के सबसे निचले चरण पर गहराई से रोकें (2) को कम करें।
- स्लाइडर (4) को "0" स्केल (6) पर सेट करें।
- लिमिटर (2) को इतनी ऊंचाई पर बढ़ाएं कि स्केल (4) पर इसके स्लाइडर (4) के विपरीत गोताखोर मूल्य है जिसे आप करना चाहते हैं। मोटे समायोजन के लिए, limiter (2) हाथ से उठाया या कम किया जाता है। उपकरण के विसर्जन की गहराई का एक और सटीक समायोजन ठीक ट्यूनिंग तंत्र (5) का उपयोग करके किया जाता है।
- स्टॉपर (2) की स्थिति लॉकिंग स्क्रू (3) के साथ सुरक्षित होनी चाहिए। अब आप विसर्जन तंत्र को अनलॉक कर सकते हैं और इंजन के साथ रिग उठा सकते हैं।
नतीजतनयदि आप ड्राइव को तब तक कम करते हैं जब तक स्टॉप (2) बुर्ज स्टॉप के निम्नतम चरण को छूता है, तो आपको यूनिट के आधार से संबंधित कटर का अधिकतम विस्तार प्राप्त होगा। वर्कपीस में विसर्जन उपकरण की यह मात्रा अंतिम होगी, यानी आवश्यक गहराई होगी।
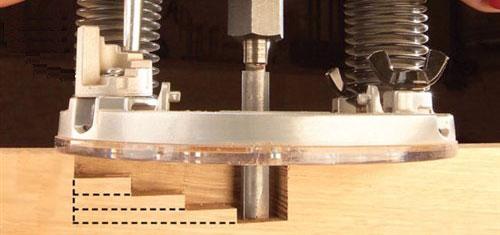
यदि आप एक गहरी नाली बनाना चाहते हैं जिसे एक ही पास में नहीं चुना जा सकता है, तो आप टूल को वर्कपीस में धीरे-धीरे डुबकी करने के लिए बुर्ज समर्थन का उपयोग कर सकते हैं।। ऐसा करने के लिए, गहराई सीमा (2) के नीचे बुर्ज स्टॉप (1) के उच्चतम चरण को स्थानांतरित करें और मिलिंग करें। इसके बाद, लिमिटर के नीचे अगले, निचले स्टॉप को प्रतिस्थापित करें, और फिर टूल के साथ एक पास करें। जब स्टॉप सबसे निचले स्टॉप तक पहुंच जाता है, तो आवश्यक नाली गहराई प्राप्त की जाएगी। निम्न चित्र दिखाता है कि यदि आप घूमते प्रकार के स्टॉप का उपयोग करते हैं, तो टूल को वर्कपीस में धीरे-धीरे कैसे गहरा कर दिया जाता है।
एज प्रसंस्करण
विशेष का उपयोग कर वर्कपीस के किनारों और सिरों को संसाधित करने के लिए एज मिल्स। वे सीधे और घुंघराले दोनों हो सकते हैं। सीधे कटर का उपयोग पैटर्न (curvilinear) या शासक पर भागों के किनारों को ट्रिम करने (लेवलिंग) के लिए किया जाता है।उदाहरण के लिए, यदि आप एक इलेक्ट्रिक जिग्स के साथ चिपबोर्ड काटते हैं, तो आप इस मामले में राउटर के बिना नहीं कर सकते हैं। नाखून फाइल से गुजरने के बाद एज असमान और छोटे चिप्स के साथ बदल जाता है। उसे सही ज्यामिति देने के लिए, निम्न कार्य करें।
- राउटर बिट में सीधे किनारे मिलिंग कटर को तेज करें। इस मिल में नीचे या उसके ऊपरी भाग (शंकु के नजदीक) से असर हो सकता है।


- यदि मिल में कम जोर वाला असर होता है, तो टेम्पलेट वर्कपीस के नीचे रखा जाता है और दोनों हिस्सों को क्लैंप के साथ वर्कबेंच के खिलाफ दबाया जाता है। इसके विपरीत, टेम्पलेट स्नैप पर ऊपरी असर वाले वर्कपीस पर तय किया गया है।
- के मामले में कम असर के साथ वर्कपीस के किनारे पर थोड़ा सा रखें और कटर को कम करें ताकि जोर असर टेम्पलेट चेहरे के केंद्र में हो, और ब्लेड के निचले भाग टेम्पलेट पर लगभग 2-3 मिमी तक फैले हुए हों। कटर के लिए ऊपरी असर के साथ सब कुछ चारों ओर किया जाता है: राउटर का एकमात्र टेम्पलेट पर स्थापित किया जाता है जिसके अंतर्गत वर्कपीस रखा जाता है। मिलिंग कटर कम हो जाता है जब तक कि असर टेम्पलेट के केंद्र तक नहीं पहुंच जाता है, और ब्लेड के ऊपरी भाग को 2-3 मिमी तक कैप्चर नहीं किया जाएगा।
- इसके अलावा, थोड़ा क्लैंपड वर्कपीस पहले लागू मार्किंग द्वारा टेम्पलेट (आप रबड़ मैलेट का उपयोग कर सकते हैं) के साथ गठबंधन किया गया है।
- लेवलिंग के बाद, वर्कबेंच पर क्लैंप के साथ भागों को दबाएं।यदि आप उन्हें कमजोर रखते हैं, तो उपकरण काम कर रहा है जब वे मजबूत कंपन के कारण स्थानांतरित कर सकते हैं।
- मिल के हिस्सों को छूए बिना, वर्कपीस (टेम्पलेट) पर राउटर बिट रखें, इकाई चालू करें और पूर्ण गति तक पहुंचने तक प्रतीक्षा करें;
- वर्कपीस की शुरुआत में आसानी से कटर को ले जाएं, ताकि उपकरण इसमें कटौती कर सके और टेम्पलेट पर असर डाले, और फिर पूरे किनारे पर काट लें।
रिक्त स्थान के सिरों को संसाधित करने के लिए, आप परंपरागत पनडुब्बी (लंबवत) मिलिंग मशीनों का उपयोग कर सकते हैं। यदि पीवीसी ओवरहैंग को हटाने की आवश्यकता होती है, तो इसकी मोटाई 4 मिमी तक पहुंच सकती है, तो किनारे मिलिंग मशीन के साथ काम करना अधिक सुविधाजनक होगा, क्योंकि इसमें कॉम्पैक्ट आयाम और हल्के वजन होते हैं।

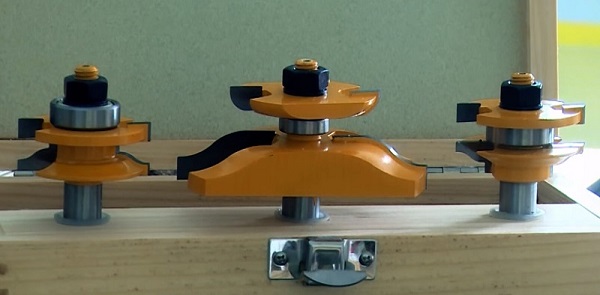
चित्रित चेहरा मिल्स मुख्य रूप से लकड़ी के उत्पादों और एमडीएफ प्रसंस्करण के लिए उपयोग किया जाता है। इस मामले में, सबसे पहले, वर्कपीस को सीधे मिलिंग कटर का उपयोग करके एक निश्चित आकार दिया जाता है। और उसके बाद, आवश्यक आकृति प्रोफाइल वाले टूल को कोलेट में डाला जाता है और किनारों को सामान्य तरीके से मशीन किया जाता है। केवल एक टेम्पलेट या असर के लिए गाइड के रूप में भाग के गठबंधन किनारे परोसता है।

लकड़ी के हिस्सों को मिलते समय, लकड़ी के तंतुओं की दिशा पर विचार किया जाना चाहिए।। यदि यह नहीं किया जाता है, तो चिपचिपा कार्यक्षेत्रों के कोनों पर या उन स्थानों पर होता है जहां अनुदैर्ध्य फाइबर प्रसंस्करण करते समय अंतिम चेहरा बन जाते हैं, उदाहरण के लिए, curvilinear भागों। चिपकने से बचने के लिए, आपको वर्कपीस (चित्रा ए) पर "समस्या" स्थानों को बाहर निकालना चाहिए। यदि आप मिल के इन वर्गों को सामान्य तरीके से (तीर के विरुद्ध) में जाते हैं, तो अक्सर यह चिप्स के गठन का कारण बनता है। इसलिए, "समस्या" जोनों तक, उपकरण तीर के खिलाफ खिलाया जाता है, और फाइबर संक्रमण बिंदुओं पर, दिशा को उलट दिया जाता है (चित्रा सी)।

एक ही नियम के लिए लागू होता है लकड़ी के रिक्त स्थान के कोनों को संसाधित करना। सबसे पहले, कटर को तीर (कोने के माध्यम से) के साथ फाइबर के साथ गुजरना होगा, जिसके बाद सामना सामान्य तरीके से जारी रहता है।
यदि एमडीएफ facades (प्लास्टिक चिपकाने से पहले) या इस सामग्री से बने अन्य उत्पादों का मिलिंग किया जाता है, तो आपको चिपकने की चिंता नहीं करनी चाहिए, क्योंकि सामग्री की एक समान संरचना है।
छेद काटना
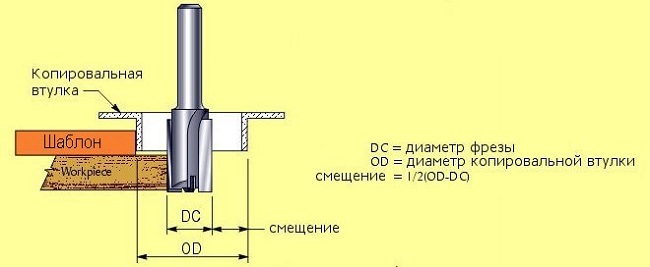
लकड़ी के रिक्त स्थान में छेद काटने के लिए आप उपयोग कर सकते हैं सीधे नाली कटर। यदि छेद का एक जटिल आकार होता है, तो इसे एक प्रतिलिपि का उपयोग करके पहले से तैयार किए गए टेम्पलेट के अनुसार राउटर द्वारा काटा जाता हैअंगूठी। उत्तरार्द्ध मिल के बिट से जुड़ा हुआ है, और जब इकाई संचालन में है, तो यह वांछित दिशा में उपकरण के आंदोलन को सेट करता है।
तो, लकड़ी के खाली में एक छेद काटने के लिए, आपको निम्नलिखित परिचालन करने की आवश्यकता है:
- डिवाइस कोलेट में सीधे नाली कटर को तेज करें;
- राउटर बिट पर एक प्रति आस्तीन संलग्न करें;
- वर्कबैंच को वर्कबैच पर रखें जिसमें आप छेद बनाना चाहते हैं;
- तालिका के ऊपर इसे थोड़ा ऊपर उठाने के लिए वर्कपीस के नीचे चिपबोर्ड के छोटे टुकड़े रखें (भाग के माध्यम से काटने के दौरान उपकरण से बाहर निकलने के लिए यह आवश्यक है);
- टेम्पलेट को वर्कपीस पर पहले से तैयार छेद के साथ रखें और दोनों भागों को क्लैंप के साथ टेबल पर दबाएं;
- डिवाइस के आधार से संबंधित न्यूनतम मात्रा में कटर आउटरीच (लगभग 3 मिमी) सेट करें;
- राउटर को चालू करें और इसे धीरे-धीरे टेम्पलेट पर कम करें ताकि राउटर धीरे-धीरे सामग्री में डाला जा सके;
- टेम्पलेट के परिधि के आसपास मिलिंग आचरण;
- मिलिंग कटर को एक और 3 मिमी से कम करें और उपर्युक्त ऑपरेशन दोहराएं;
- जब तक मिल वर्कपीस से गुजरती है तब तक 3 मिमी गहराई को जोड़ना जारी रखें।

उसी तरह आप कर सकते हैं एक गोल छेद काट लें उचित पैटर्न के अनुसार।लेकिन वर्कपीस में एक सर्कल काटने के लिए, एक रास्ता बहुत आसान है। मिलिंग कटर के अधिकांश मॉडलों में पहले से ही शामिल है परिपत्र डिवाइस। इसमें एक तरफ एक समायोज्य (बिंदु) पेंच वाला एक बार होता है।

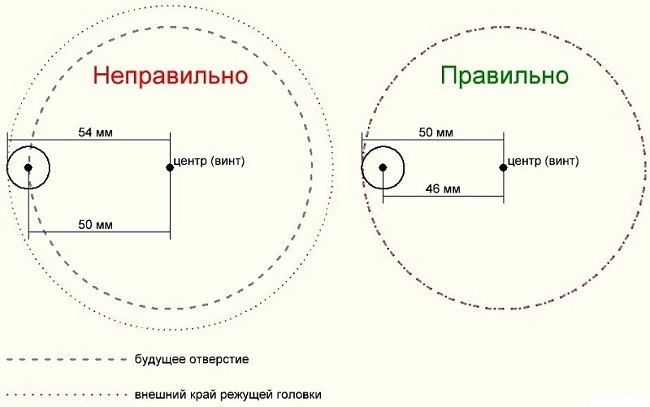
बार इकाई के आधार पर तय किया जाता है, और बिंदु वाले पेंच को छेद में डाला जाता है जो भविष्य के सर्कल के केंद्र के रूप में कार्य करता है। इसके बाद, आपको कटर के व्यास को ध्यान में रखते हुए वांछित त्रिज्या सेट करने की आवश्यकता है। निम्न चित्र दिखाता है कि छेद त्रिज्या की सही गणना कैसे करें।
मिलिंग कई चरणों में सामान्य तरीके से किया जाता है, हर बार उपकरण को 3 मिमी तक गहरा कर दिया जाता है।
इसके अलावा मिल को छेद ड्रिल किया जा सकता है, उदाहरण के लिए, फर्नीचर टिकाऊ की स्थापना के लिए। यह निम्नानुसार किया जाता है।
- मशीन कोलेट में क्लैंप करें फोस्टर ड्रिल आवश्यक व्यास
- न्यूनतम धुरी गति सेट करें।
- एक सपाट सतह पर राउटर रखें।
- कटर को कम करें ताकि उसके केंद्र में स्पाइक 2-3 मिमी की सतह की सतह तक न पहुंच सके, और गाइड पर ड्राइव को ठीक करे।
- इसके बाद, बुर्ज स्टॉप के किसी भी चरण में गहराई से रोकें और इसे लॉकिंग स्क्रू से सुरक्षित करें।गहराई limiter के लिए धन्यवाद, मिलिंग कटर आवश्यक स्तर से नीचे नहीं आ सकता है।
- ड्राइव लॉक को निकालें ताकि यह गाइड के साथ स्वतंत्र रूप से ऊपर और नीचे स्थानांतरित हो सके।
- वर्कपीस पर भविष्य के छेद का केंद्र होना चाहिए।
- वर्कपीस पर राउटर बिट रखें और मिल को इस तरह से कम करें कि उसके केंद्र में स्थित स्पाइक बिल्कुल भाग पर इच्छित स्थान को हिट करता है।
- कसर को वर्कपीस से थोड़ा ऊपर उठाएं, इकाई को चालू करें और पूर्ण घूर्णन के सेट के बाद, सामग्री को उपकरण में विसर्जित करना शुरू करें जब तक कि गहराई गेज स्टॉप तक न पहुंच जाए। इस ड्रिलिंग ऑपरेशन पर पूरा माना जा सकता है।
वर्कपीस पर ड्रिल करने से पहले, वही ऑपरेशन लकड़ी के कुछ अनावश्यक टुकड़े या उसी मोटाई के टुकड़े टुकड़े वाले चिपबोर्ड पर किया जाना चाहिए।
यह महत्वपूर्ण है कि इस अंधेरे छेद में फर्नीचर हिंग कप स्थापित करने के लिए पर्याप्त गहराई हो, जबकि भाग के पीछे छेद के माध्यम से कोई छिद्र नहीं होना चाहिए।
अगर आपको करने की ज़रूरत है छेद के माध्यम सेतो गहराई limiter आवश्यक नहीं है।वर्कपीस के पीछे एक "साफ" कटर आउटपुट के लिए, ड्रिलिंग 2 चरणों में किया जाना चाहिए। पहले चरण में, कप ड्रिल वर्कपीस में विसर्जित हो जाता है जब तक कि इसके विपरीत पक्ष में स्पाइक रूपों से एक छोटा छेद न हो। इसके अलावा, वर्कपीस चालू हो गया है, ड्रिल की स्पाइक गठित छेद में स्थापित है, और आगे ड्रिलिंग किया जाता है। इस प्रकार, बिलेट के दोनों किनारों पर छेद के किनारों को चिकनी और चिपकने के बिना किया जाएगा।
ताले और कंगन डालें
लकड़ी के दरवाजे में टिका और ताले लगाने के लिए, कई विशेष उपकरणों का विकास किया गया है, जिस पर एक पनडुब्बी फ्रीजर स्थापित किया गया है।

ये उपकरण काफी महंगा हैं, इसलिए स्वामी उन्हें अपने हाथों से बनाने की कोशिश कर रहे हैं। उदाहरण के लिए, टेम्पलेट के बिना राउटर के साथ लूप डालना एक कठिन परेशानी है। लेकिन यदि आप एक विशेष सरल टेम्पलेट बनाते हैं तो यह प्रक्रिया काफी सरल होती है। यह कैसे करें, आप इससे सीख सकते हैं वीडियो.
इंटीरियर दरवाजे में इंसेट लॉक 2 चरणों में होता है: सबसे पहले, लॉक की अगली प्लेट के नीचे एक विस्तृत नाली बन जाती है, और फिर लॉक बॉडी के नीचे एक गहरी नाली चुना जाता है। लॉक बॉडी की सीट बनाने के लिए, आपको निम्न चरणों का पालन करना होगा।
- ताला के लथ की तुलना में 0.5 मिमी व्यास के साथ एक सीधे नाली कटर लें।
- मिल पर विसर्जन की गहराई को लगभग 3 मिमी (प्लेट मोटाई के आधार पर) सेट करें।
- मशीन के नीचे एक समांतर स्टॉप संलग्न करें।
- दरवाजा के पत्ते के अंत में ताला प्लेट संलग्न करें और इसे एक पेंसिल के साथ सर्कल करें। दरवाजे के केंद्र किनारे को ढूंढें और इसके माध्यम से एक रेखा खींचें (वेब के साथ)।
- दरवाजे के अंत में जोर देने के साथ राउटर स्थापित करें और अंकन के अनुसार राउटर को केंद्र दें, फिर इस स्थिति में समर्थन को ठीक करें।
- इकाई को चालू करें, सेट गहराई पर दरवाजे के पत्ते में कटर को विसर्जित करें और पूरे क्षेत्र में इस क्षेत्र को काट लें। नतीजा ताला की अगली प्लेट के नीचे एक चौड़ा और उथला नाली होगा।
- परिणामी नाली को ताला लगाकर, चिह्नित करें कि गहरी नाली की शुरुआत और अंत कहाँ होगा।
- इसके बाद, आपको इस तरह के व्यास के साथ एक मिल (सीधी नाली) चुननी चाहिए कि यह मोर्टिज़ लॉक के शरीर की मोटाई से थोड़ा बड़ा था। इसके अलावा, इसका शंकु पर्याप्त लंबाई का होना चाहिए ताकि यह कटर लॉक बॉडी की ऊंचाई से 2-3 मिमी गहराई से नाली बना सके।
- कार्यान्वयन कोलेट पर टूलिंग क्लैंप करें।
- इकाई को लॉक बॉडी डालने के लिए पर्याप्त स्नैप की अधिकतम विसर्जन गहराई पर सेट करें। यह गहराई नियंत्रण का उपयोग कर किया जाता है।
- अंकन की शुरुआत में पूर्ण गहराई सेट पर यूनिट चालू करें और ड्रिल करें। इस खंड की पूरी लंबाई के साथ ड्रिलिंग दोहराएं, छेद को एक-दूसरे के करीब जितना संभव हो सके रखें।

- जब पूरा क्षेत्र तैयार किया गया है, तो कटर को थोड़ा बढ़ाएं ताकि टूलींग किनारों का ऊपरी हिस्सा नाली (1-2 मिमी) से थोड़ा सा हो और यूनिट को आगे और आगे बढ़कर मिलिंग करें। कई गुजरने के बाद, कटर को गहरा किया जा सकता है और फिर उपर्युक्त ऑपरेशन कर सकता है। नतीजतन, आप एक फ्लैट तल और चिकनी दीवारों के साथ एक गहरी नाली मिलता है।


ग्रूव और क्वार्टर का नमूनाकरण
वर्कपीस या उसके किनारे (अंत) की सतह पर एक नाली का चयन करने के लिए, आप दरवाजे के ताले के मामले में समानांतर स्टॉप का उपयोग कर सकते हैं। लेकिन आप एक विशेष उपकरण बना सकते हैं जो प्रक्रिया को सुविधाजनक बनाता है, यदि आप पेड़ से बड़ी संख्या में समान हिस्सों में ग्रूव चुनना चाहते हैं। यह कैसा दिखता है स्लॉटिंग उपकरणनिम्नलिखित छवि में दिखाया गया है।
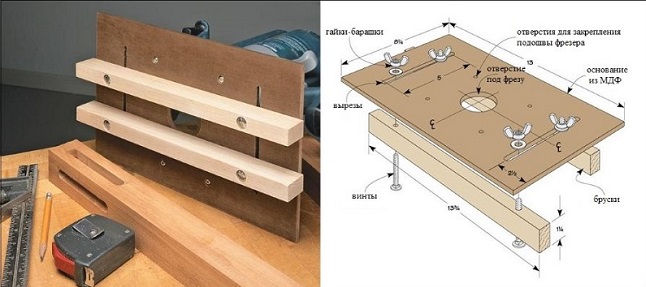
यह डिवाइस बस कॉन्फ़िगर किया गया है:
- प्लेटफार्म फिक्स्चर पर इकाई स्थापित है;
- पूरी संरचना वर्कपीस पर अतिसंवेदनशील है;
- समांतर गाइड का उपयोग करके, एक सीधी नाली कटर वर्कपीस पर अंकन के सापेक्ष केंद्रित होती है;
- टूलींग की गहराई को समायोजित करने के बाद (आमतौर पर कई पास की आवश्यकता होती है), नाली बनाये जाते हैं।
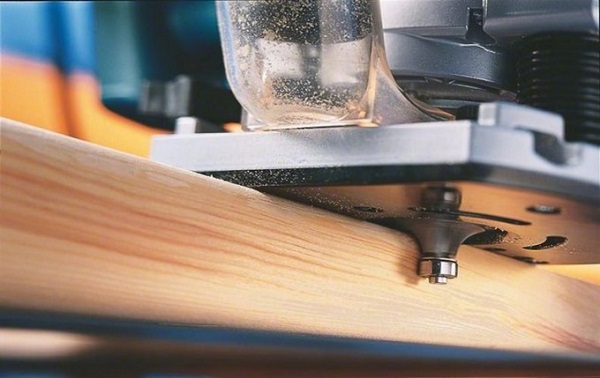
लकड़ी के खाली में एक चौथाई का चयन करने के लिए, उपयोग करें असर के साथ नाली कटर.

टूलिंग के लिए एक गाइड के रूप में कार्यक्षेत्र के किनारे (अंत) परोसता है। उपकरण इकाई के कोलेट में क्लैंप किया गया है, जिसके बाद विसर्जन ऊंचाई निर्धारित की जाती है और एक चौथाई सामान्य तरीके से नमूना होता है।

एक चौथाई का चयन इस स्नैप का एकमात्र कार्य नहीं है। इसके साथ, आप वर्कपीस के किनारे के साथ एक नाली का चयन कर सकते हैं एक गलेदार बोर्ड बनाओ। नाली की गहराई को विभिन्न व्यासों के जोर बीयरिंग को बदलकर विनियमित किया जाता है।

बड़ी मात्रा में घुमावदार बोर्डों के निर्माण के लिए राउटर को टेबल पर घुमाने की आवश्यकता होगी।
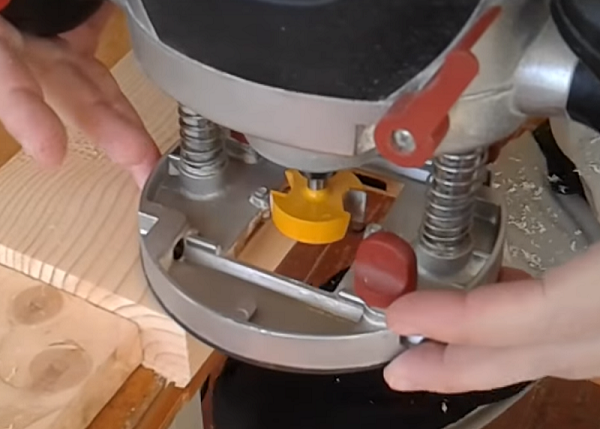
कांटा नाली और dovetail
एक कांटा-नाली कनेक्शन बनाने के लिए, कई जटिल उपकरण हैं। लेकिन अगर लकड़ी के उत्पादों का उत्पादन धारा पर नहीं रखा जाता है,एक हाथ मिल की मदद से उस कनेक्शन जीभ और नाली को एक साधारण तरीके से बनाया जा सकता है।
- जिस हिस्से पर स्पाइक काटा जाएगा उसका पूरा आकार होना चाहिए। मार्कअप बनाते समय, आपको भाग की लंबाई में स्पाइक की लंबाई जोड़नी चाहिए। उदाहरण के लिए, टेबल और कुर्सियों के पैरों के लिए 30-40 मिमी की कांटा लंबाई और दरवाजे के लिए - 55-70 मिमी होगा। वर्कपीस के किनारे पर मार्कअप बनाने के लिए वर्ग का उपयोग करना।
- एक हैक्सॉ लो और छोटे कटौती करें (यह स्पाइक के कंधे होंगे)।

- तैयार करना कटर "बैरल""और इसे कोलेट डिवाइस में सुरक्षित करें। इसकी सहायता के साथ स्पाइक कनेक्शन बनाया जाएगा।
- वर्कबेंच पर वर्कपीस को ठीक करें, और लंबवत उसी मोटाई के दूसरे भाग को सुरक्षित करें (मिल राउटर के लिए समर्थन के रूप में कार्य करेगा)।

- इसके बाद, आपको यूनिट की साइट के सापेक्ष कटर के प्रस्थान की मात्रा निर्धारित करने की आवश्यकता है। यदि स्पाइक वर्कपीस के केंद्र में बिल्कुल स्थित है, तो टूल ओवरहैंग ऐसा होना चाहिए कि भाग और दूसरे पास को बदलने के बाद, आपको नाली की चौड़ाई के अनुरूप स्पाइक मोटाई मिलती है। नाली की चौड़ाई, बदले में, नाली कटर के व्यास पर निर्भर करती है। यह इस आकार से है कि पूरे कनेक्शन की गणना शुरू होनी चाहिए।
- एक बार जब आप टूल की गहराई पर निर्णय लेते हैं और लिमिटर सेट करते हैं, तो आप स्पाइक का नमूना शुरू कर सकते हैं। यूनिट को चालू करें और वर्कपीस को मिलना शुरू करें, लेकिन चरणों में, सामग्री में प्रत्येक बार 3 मिमी तक पहुंचे।
- जब वांछित गहराई तक पहुंच जाती है, तो मशीन को रोकें और वर्कपीस चालू करें।
- ऊपर वर्णित विधि का उपयोग कर स्पाइक नमूना जारी रखें। नतीजतन, आप मिल जाएगा आयताकार कांटा। लेकिन, चूंकि नाली के किनारों के चारों ओर कटर से गोलाकार होगा, इसलिए स्पाइक पर कोनों को काटने के लिए भी आवश्यक होगा। यह चाकू या पीसने वाली मशीन पर किया जा सकता है।
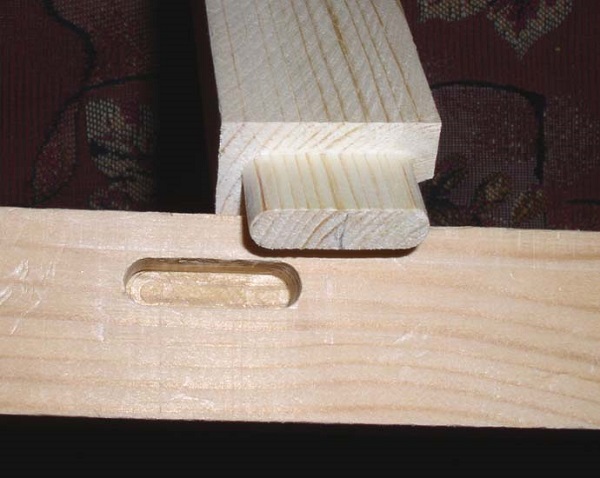
नाली का चयन कैसे किया गया है, ऊपर विस्तार से चर्चा की गई है। यदि आप वर्कपीस की पूरी लंबाई या चौड़ाई के साथ कांटा-नाली बनाना चाहते हैं, तो आपको स्पाइक के कोनों को गोल करने की आवश्यकता नहीं होगी।
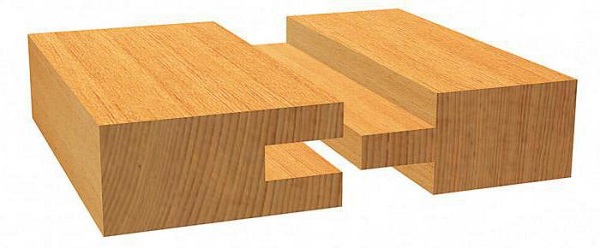
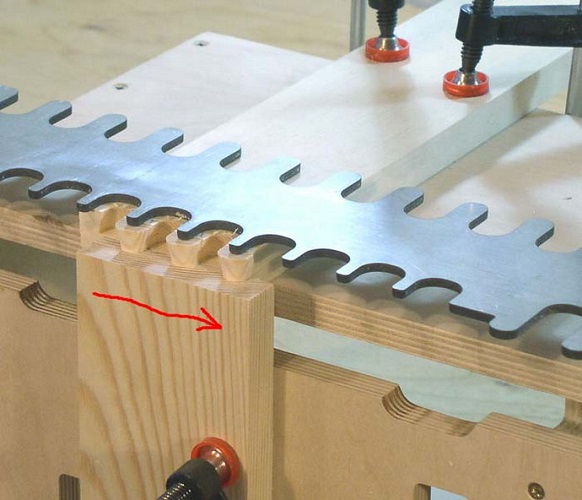
एक स्पाइक dovetail बनाने के लिए, एक विशेष डिवाइस का उपयोग करें।

मिल पर स्थापित है grooving कटर "dovetail" पूंछ, और टेम्पलेट के स्लॉट में सबसे अच्छी स्थिति के लिए प्रतिलिपि आस्तीन पक्ष भी हैं।

टेम्पलेट को क्लैंप करने के बाद और कार्यक्षेत्र सामान्य नियमों के अनुसार मिल जाता है।
एक जीभ और नाली संयुक्त भी प्रयोग किया जाता है। अस्तर के निर्माण में। दीवार पैनल बनाने के लिए, आपके पास 2 कटर का एक सेट होना चाहिए। एक मिल भाग के किनारे पर एक नाली चुनता है, और दूसरा - एक स्पाइक बनाता है।

कि एक फाइल बनाओ, जिसका किनारा एक स्पाइक है, और मुखौटा के फ्रेम में एक नाली काटता है, कटर के एक सेट का भी उपयोग करता है।

धातु का काम
मैन्युअल मिलिंग मशीन के साथ धातु मिलिंग बहुत दुर्लभ मामलों में किया जाता है, क्योंकि यह उपकरण इन उद्देश्यों के लिए नहीं है। कभी-कभी इसका उपयोग वेल्ड या रीज़सेनकोवी छेद को अलग करने के लिए किया जाता है। एल्यूमीनियम, तांबा, कांस्य और पीतल (ग्रूव का चयन करने के लिए) से उत्पादों को प्रोसेस करने के लिए इस उपकरण के साथ काम करने की भी अनुमति है। इकाई में एक कार्बाइड ग्रोइंग कटर स्थापित किया जाता है, और हिस्सा सामान्य तरीके से मिल जाता है।
डिवाइस पर एक ही समय में आपको न्यूनतम धुरी की गति निर्धारित करने की आवश्यकता होती है, और एक पास पर स्नैप टूलिंग की गहराई 0.5-1 मिमी होनी चाहिए।
कभी-कभी मैनुअल राउटर गैर-लौह धातुओं के विमानों पर उत्कीर्णन पैटर्न के लिए उपयोग किया जाता है। इस मामले में, वही टेम्पलेट्स और सामान का उपयोग लकड़ी के काम के लिए किया जाता है, केवल विशेष चक्स राउटर बिट में दबाए जाते हैं। उत्कीर्णन कटर।

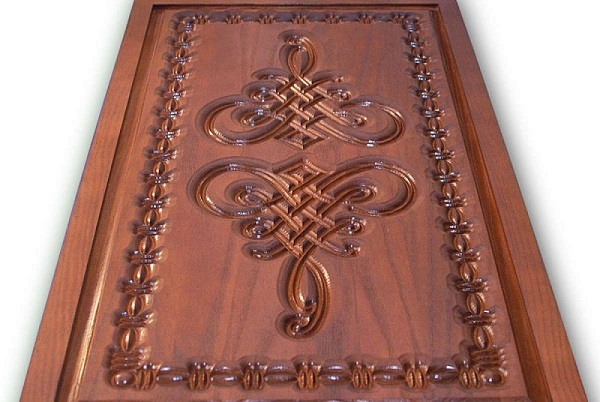
चित्रित नक्काशी और शिल्प
आमतौर पर आकार के लकड़ी नक्काशी के उपयोग grooving के लिए पट्टिका और स्लॉट कटर। लकड़ी नक्काशीदार हाथ मिलिंग निम्नानुसार है:
- इकाई में छोटे व्यास के एक fillet नाली कटर स्थापित करें;
- रिक्त स्थान पर एक चित्र लागू करें (आप एक स्टैंसिल का उपयोग कर सकते हैं);

- एक काले मार्कर (शराब नहीं) के साथ पैटर्न सर्कल;

- एक पट्टिका मिल के साथ तैयार लाइनों के साथ पास, 3-4 मिमी की विसर्जन गहराई सेट;

- इसके बाद, आपको पट्टिका मिलिंग कटर को सीधे नाली कटर में बदलना चाहिए और पैटर्न के पूरे अंदर का चयन करना चाहिए;

- मिलिंग के बाद, परिणामी पैटर्न sandpaper और वार्निश के साथ sanded किया जाना चाहिए।

वैसे ही किया जाता है वॉल्यूमेट्रिक आकृति नक्काशीदार पेड़ पर केवल मिल को पैटर्न द्वारा नहीं चुना जाता है, बल्कि इसके आस-पास की पृष्ठभूमि से। फिनिशिंग आभूषण पहले से ही एक ड्रिल या मिनी ड्रिल (एनग्रावर) है।

इसके अलावा, एक मिलिंग कटर की मदद से, न केवल सतह की लकड़ी की नक्काशी का प्रदर्शन किया जाता है, बल्कि ओपनवर्क भी होता है प्लाईवुड काटने के माध्यम से (पतला)पतली फर्नीचर पैनल, एमडीएफ बोर्ड। निम्नलिखित चित्र प्लाईवुड पर राउटर द्वारा बनाई गई एक स्लॉट पैटर्न दिखाता है।

प्लाईवुड की प्रसंस्करण लकड़ी के लिए पारंपरिक कटर के साथ बनाई जाती है।
चूंकि प्लाईवुड में चिपकने वाली संरचना की एक निश्चित मात्रा होती है, इसलिए उपकरण को लकड़ी की प्रसंस्करण के दौरान अक्सर ब्लेड से चिपकने वाले गोंद से साफ किया जाना चाहिए।
काम के उपरोक्त तरीकों का उपयोग करके, आप गेजबॉस, रसोई मोर्चों, देश के फर्नीचर आदि के लिए घुंघराले तत्वों को काट सकते हैं।

नक्काशीदार लकड़ी के साथ विभिन्न आकार सजाए जा सकते हैं लकड़ी शिल्प। उदाहरण के लिए, कैस्केट, बैकगैमौन, विभिन्न संस्थानों के लिए संकेत बनाते हैं।


यदि आवश्यक हो तो फ्रेज़र भी लागू होता है balusters बनाओ, मुड़ या सीधे धागे से सजाया। रेक्टिलिनर ग्रूव मिलिंग के लिए, एक विशेष डिवाइस का उपयोग करें जो आपके हाथों से करना आसान है।


मिलिंग balusters की प्रक्रिया इस प्रकार है।
- असर के साथ fillet grooving मिल इकाई में स्थापित है।
- ताकि वर्कपीस घूमता नहीं है, यह एक स्क्रू के साथ तय किया जाता है। उसे डिस्क के छेद में से एक में संलग्न बैलस्टर के साथ प्रवेश करना होगा।
- इसके अलावा, उपकरण कम हो गया है ताकि जोर असर वर्कपीस के बाएं या दाएं और उसके केंद्र के नीचे हो। लेकिन कटर बिल्कुल भाग के केंद्र में होना चाहिए।
- टूलिंग की स्थिति के बाद, इकाई चालू होती है और एक गोलाकार नाली का उत्पादन होता है (असर उपकरण को चलाता है, बैलस्टर के सभी रूपों को दोहराता है)।
- अगले चरण में, राउटर को तरफ ले जाया जाता है, फिक्सिंग स्क्रू जारी किया जाता है, और डिस्क घुमाया जाता है ताकि फिक्सर अगले छेद को हिट कर सके।
- वर्कपीस को ठीक करने के बाद फिर से नाली का एक अनुदैर्ध्य नमूना है। कटर के प्रत्येक पास के बाद, वर्कपीस को 1 कदम से घुमाने के लिए आवश्यक है।
निम्नलिखित फोटो दिखाता है अनुदैर्ध्य ग्रूव के साथ balusters।

बनाने के लिए घुमावदार balusters अधिक जटिल अनुकूलन की आवश्यकता है।

घुमावदार पैटर्न उस पर कटर के आंदोलन के दौरान कार्यक्षेत्र को बदलकर प्राप्त किया जाता है। वर्कपीस का घूर्णन और इस मशीन पर राउटर की आवाजाही सिंक्रनाइज़ होती है।
/rating_off.png)











