मैन्युअल मिलिंग कटर के लिए सभी प्रकार के कटर और सहायक उपकरण
मिलिंग कटर एक काटने वाला उपकरण है जिसके साथ मैनुअल मिलिंग मशीन या एक स्थिर इकाई विभिन्न सामग्रियों (लकड़ी, प्लास्टिक, धातु) की सतह को संसाधित कर सकती है। चूंकि उपकरण घूर्णन गति के लिए डिज़ाइन किए गए हैं, तो इसका मूल रूप डिस्क के आकार या बेलनाकार होगा। उसी समय, उपकरण के काटने वाले किनारों के बजाय एक जटिल आकार हो सकता है। मैन्युअल मिलिंग कटर के लिए मिलों को कई प्रकारों में बांटा गया है। उनमें से सबसे आम - लकड़ी की प्रसंस्करण के लिए। उसी समय, लकड़ी के कटर के पास भी अपना वर्गीकरण होता है। गौर करें कि किस प्रकार के कटर लकड़ी की सतहों को संसाधित करने के लिए डिजाइन किए गए हैं, और उन्हें सही तरीके से कैसे चुनना है।
सामग्री
ग्रोइंग कटर
यदि आवश्यक हो नाली का चयन करें किसी भी गहराई और चौड़ाई, तो इस उद्देश्य के लिए नाली कटर सबसे अच्छा फिट है। इसका डिजाइन इस ऑपरेशन को भाग के चेहरे (चेहरे) और उसके किनारे दोनों पर करने की अनुमति देता है। ग्रोइंग कटर मुख्य रूप से एक स्पाइक में भागों में शामिल होने पर उपयोग किया जाता है। इसके अलावा, शासक का पालन करने वाले लकड़ी मिलिंग कटर के लिए नोजल का उपयोग करके, किसी भी चौड़ाई के भीड़ को काटना संभव है।
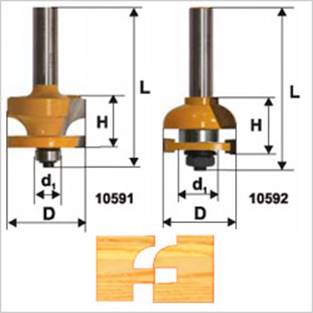
आकार का
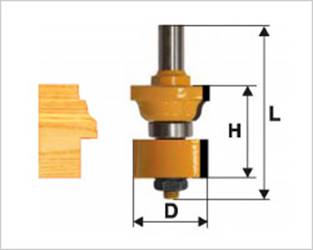
एक नाली को कुछ आकार देने के लिए अनुमति दें ब्रेसिज़। टूल न केवल वर्कपीस के अंदर ग्रूव का चयन करता है, बल्कि किनारे के किनारों के आकार को भी बदलता है। वर्कपीस की सतह पर एक जटिल पैटर्न बनाना, इसे पहले सीधे कटर (स्लॉट) के साथ पारित करने के लिए बनाया जाता है। भविष्य में, यह आकार के टूलिंग के केंद्र को सरल बनाता है।
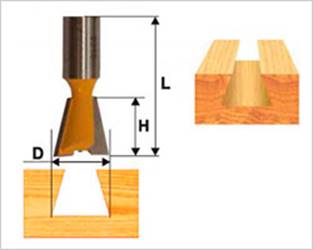
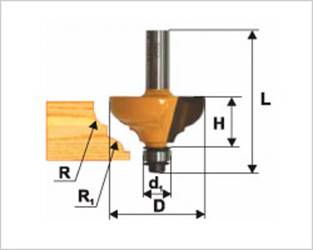
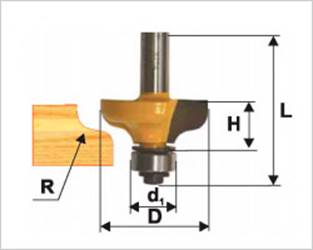
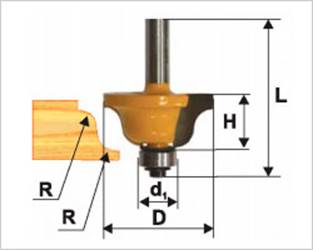
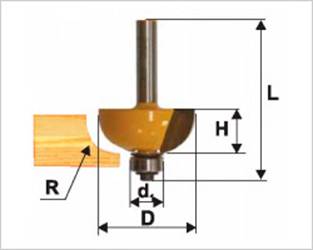
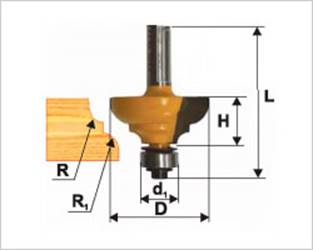
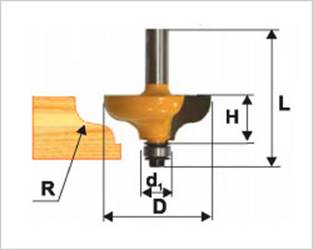
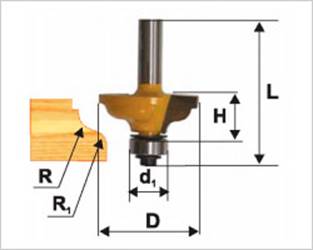
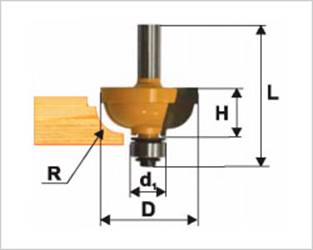
निम्नलिखित आंकड़े मुख्य प्रकार के ग्रोइंग कटर दिखाते हैं।
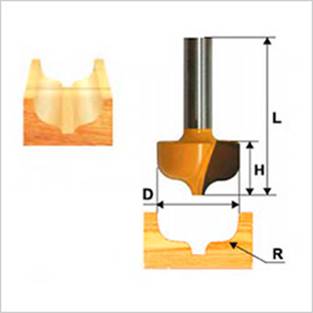
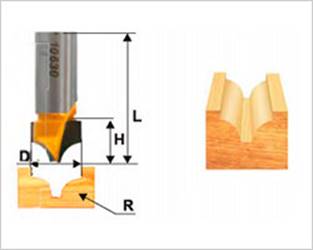
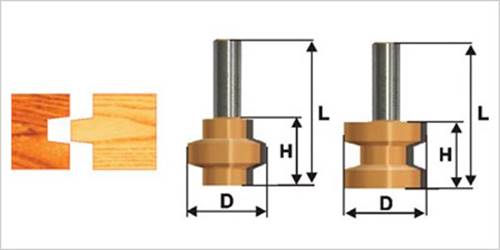
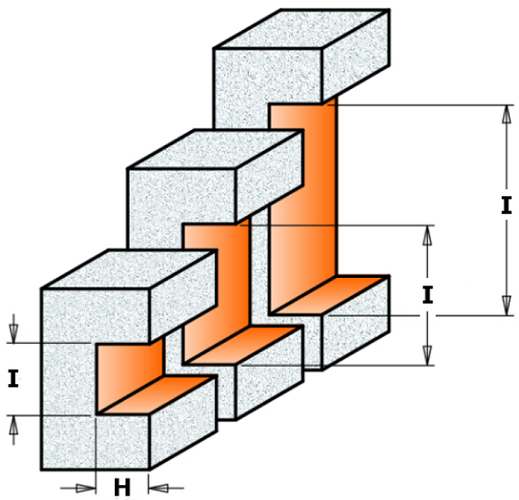
निर्माण
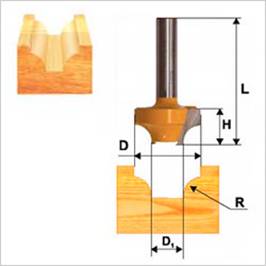
इस टूलींग के साथ वर्कपीस को संसाधित करने के बाद, एक ट्रैवोज़ाइड (डोवेन्ट) या एक उल्टा "टी" जैसा दिखने वाला नाली प्राप्त होता है।
भागों में शामिल होने की यह विधि सबसे विश्वसनीय मानी जाती है, क्योंकि स्पाइक्स एक ही आकार के ग्रूव में जाते हैं और किसी अन्य विधि से अलग नहीं किया जा सकता है।
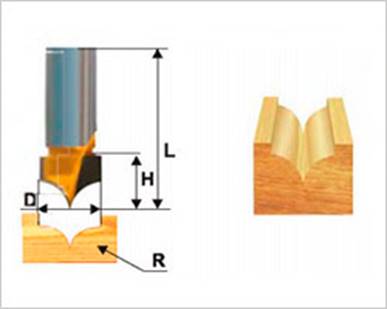
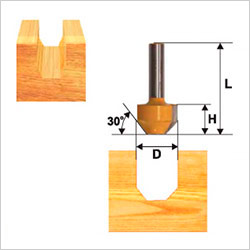
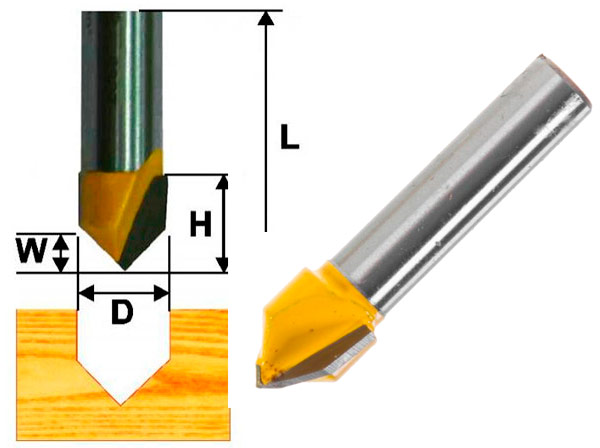
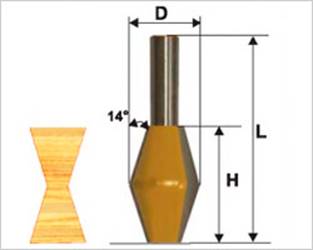
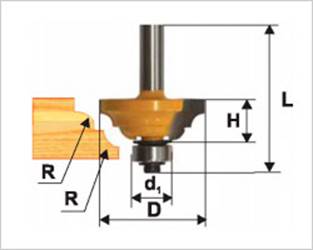
Fillet वी आकार के
इस तथ्य के बावजूद कि "पट्टिका" शब्द से अर्धसूत्रीय अवकाश या नाली को संदर्भित किया जाता है, वी-आकार वाले कटर भी इस श्रेणी में आते हैं। टूल आपको न केवल लंबवत ग्रूव चुनने की अनुमति देता है, बल्कि यह भी एक निश्चित कोण पर grooves। इसके अलावा पट्टिका मिलिंग कटर अक्सर सजावटी नक्काशी के लिए और फर्नीचर उत्पादन में किनारों की ज्यामिति को बदलने के लिए प्रयोग किया जाता है।
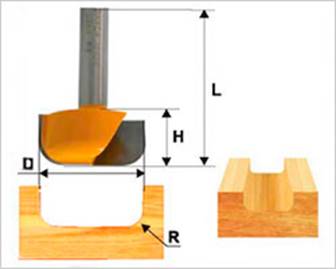
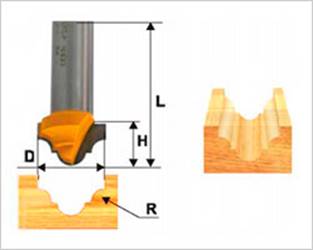
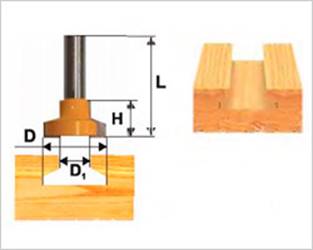
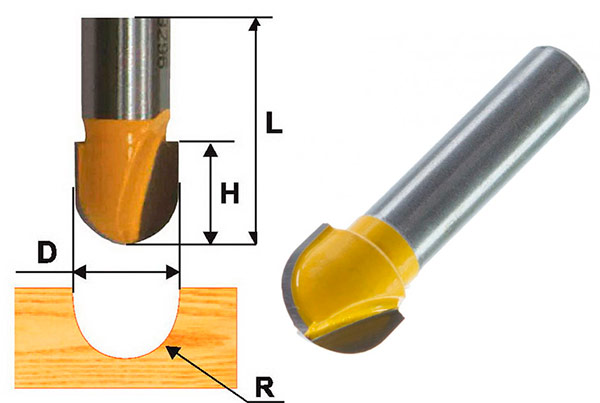
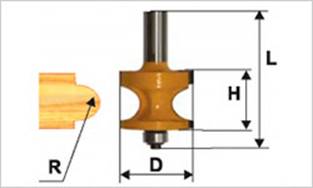
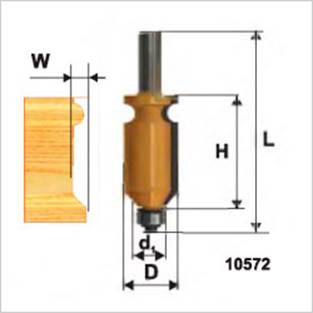
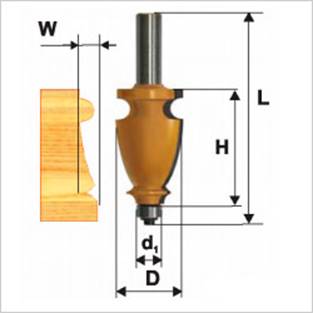
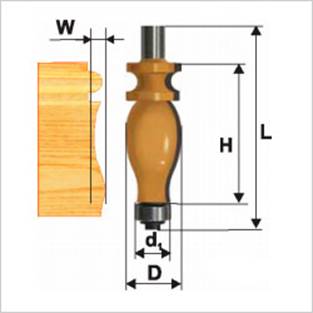
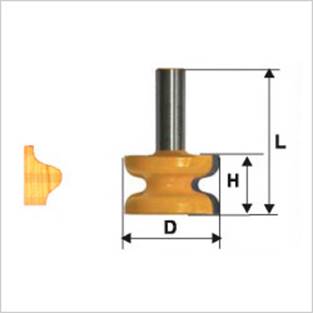
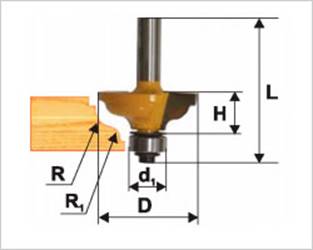
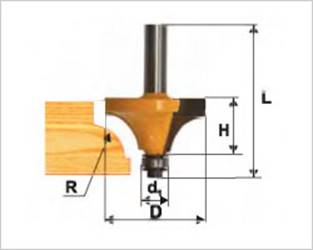
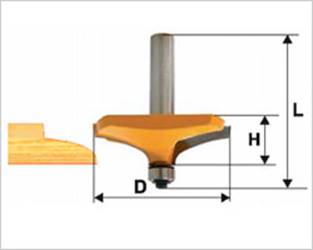
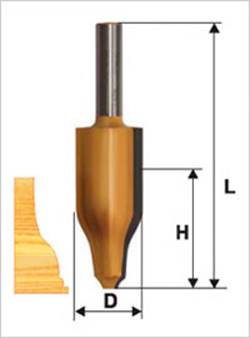
burnished
उनके पास एक गोलाकार हिस्सा है। यदि आप खंड में अपने मार्ग के बाद नाली को देखते हैं, तो यह याद दिलाएगा पत्र "यू"।
मिलिंग कटर का उपयोग लकड़ी के उत्पादों के किनारों और सिरों को सजाने के लिए किया जाता है, उत्पाद की सतह पर और उसके किनारों पर खाली या सतह पर विभिन्न प्लास्टर नुकीले (ग्रूव) पर जटिल पैटर्न बनाते हैं।
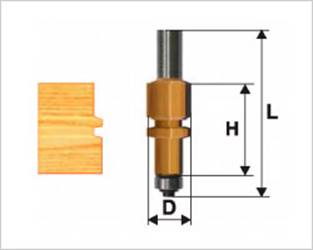
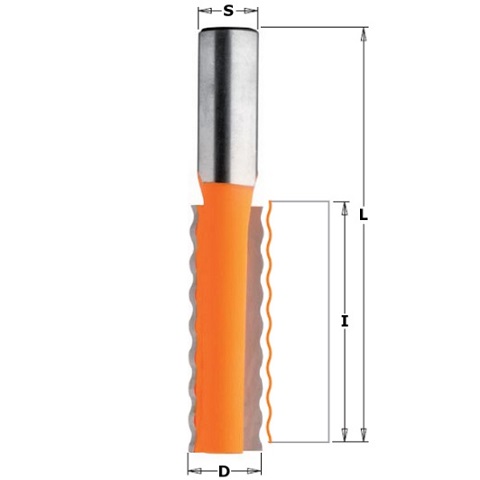
सीधे लाइनें
यह सबसे सरल सिलेंडर के आकार का उपकरण है। वर्कपीस में प्राप्त नाली में एक आयताकार पार अनुभाग होता है।
उपकरण अक्सर पनडुब्बी मिलिंग कटर के साथ प्रयोग किया जाता है।
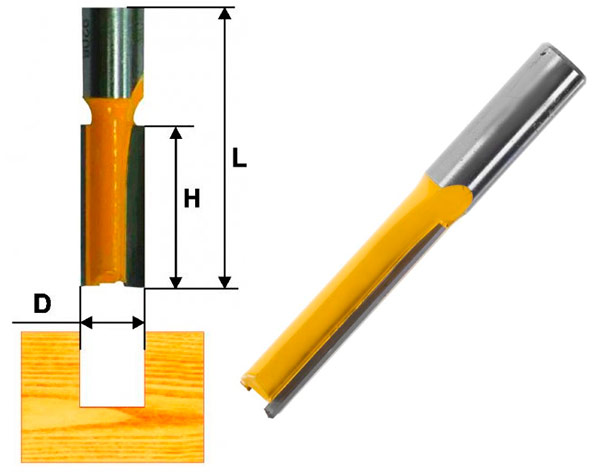
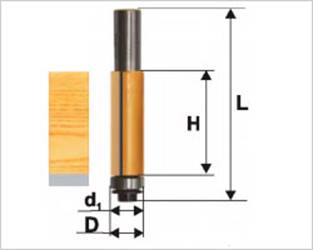
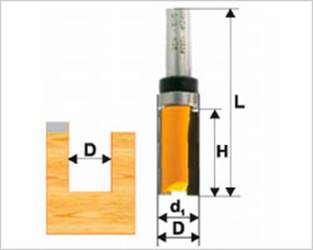
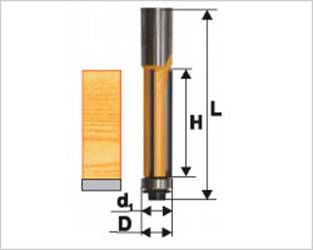
यदि आप एक साफ आय के साथ एक आयताकार नाली चुनना चाहते हैं, तो सीधे नाली (उंगली) कटर का उपयोग किया जाता है, उदाहरण के लिए, टाई-इन दरवाजे ताले और टिकाऊ के लिए.
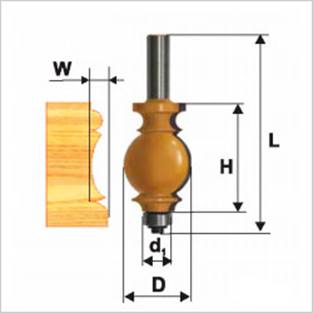
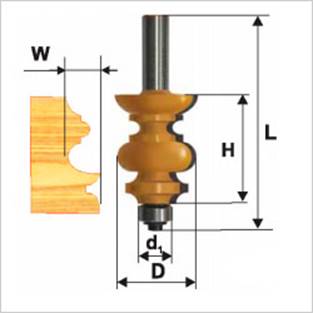
एजिंग कटर
ज्यादातर मामलों में, किनारे मिलों के पास है जोर असर। उनके लिए धन्यवाद, एक टेम्पलेट पर टूल का नेतृत्व करना संभव है, किनारों और किनारों के किनारों को संसाधित करना संभव है।
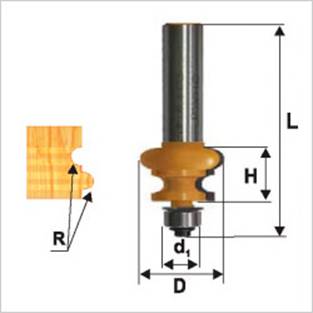
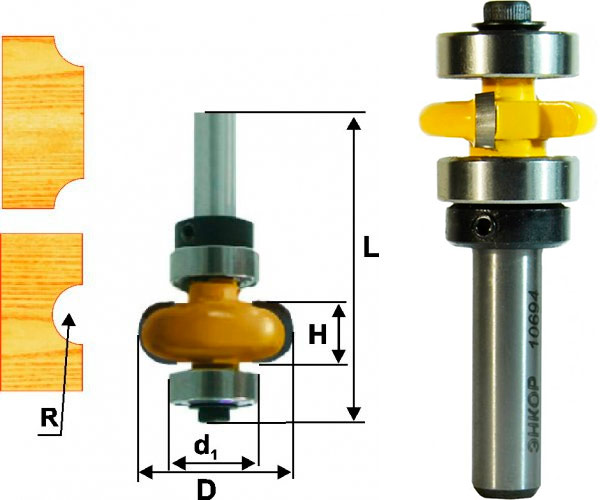
Polusterzhnevye
उपकरण रिक्त स्थान के किनारों पर अर्धसूत्रीय protrusions बनाता है।
यदि आप मोल्डिंग या पट्टिका के साथ एक जोड़ी में अर्ध-कोर कटर का उपयोग करते हैं, तो आप स्पष्ट जोड़ों को बना सकते हैं। सर्कुलर क्रॉस सेक्शन के अर्ध-रॉड टूल ने भी छड़ बनाई। इस मामले में, कार्यक्षेत्र दोनों तरफ संसाधित किया जाता है।
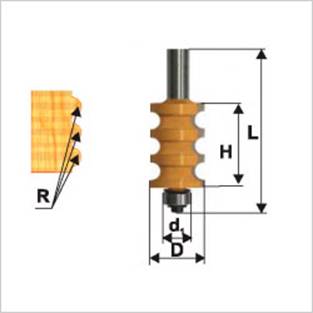
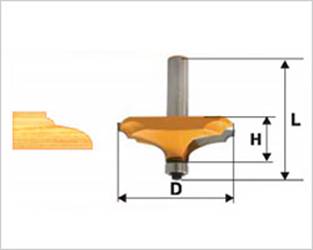
घुंघराले
इन घुंघराले कटर भी कहा जाता है एकाधिक। कार्यों के आधार पर, मास्टर उपकरण प्रोफ़ाइल का हिस्सा उपयोग कर सकते हैं या इसे पूरी तरह से उपयोग कर सकते हैं। दूसरे मामले में, आपको इकाई में उपकरण स्थापित करने की आवश्यकता होगी, जिसमें कम से कम 1600 वाट की क्षमता होगी।
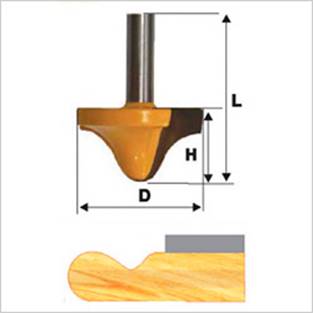

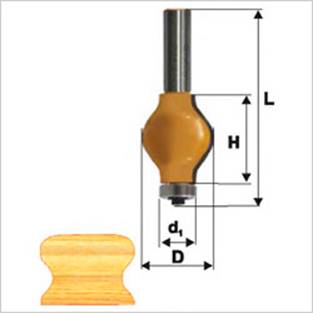
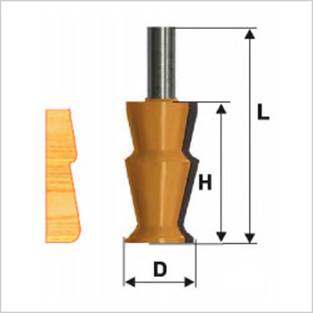
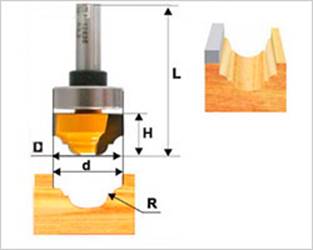
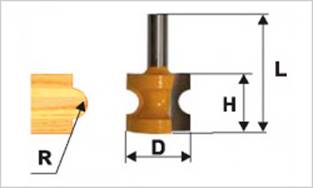
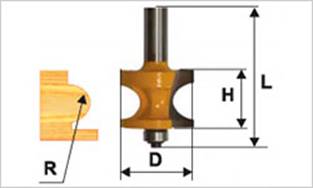
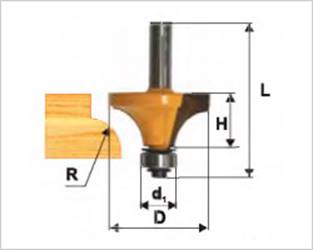
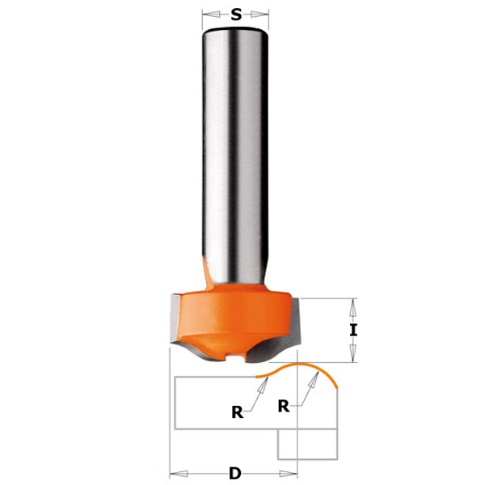
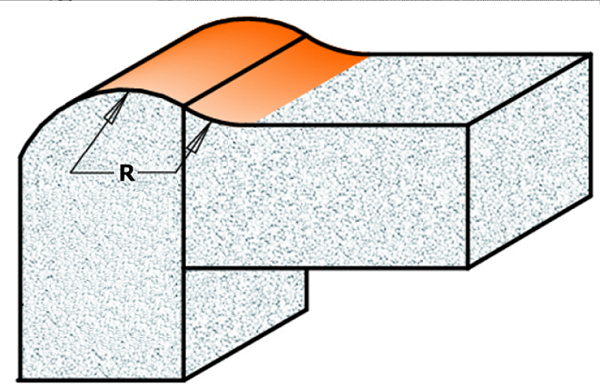
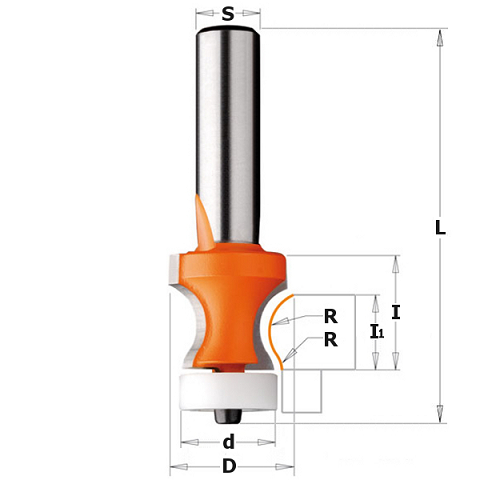
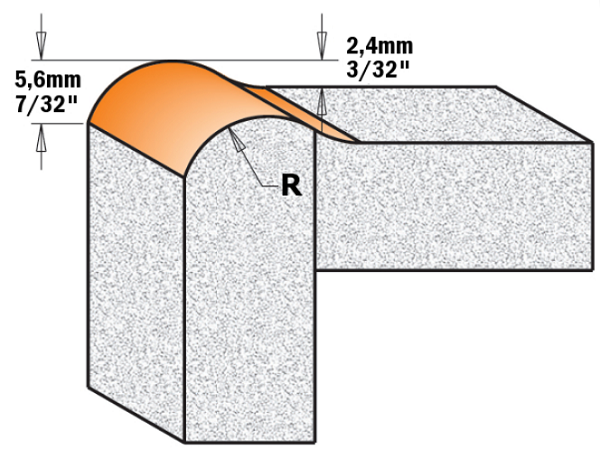
burnished
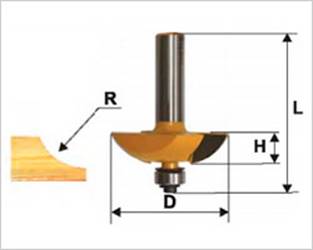
वे वर्कपीस के किनारों को एक आंतरिक त्रिज्या देने या गोलाकार पार अनुभाग के साथ ग्रूव चुनने का इरादा रखते हैं।
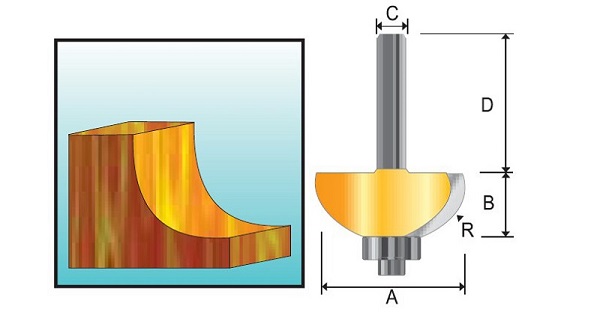
फिलेट मिल्स उपकरण के स्केव को खत्म करने, एक या दो बीयरिंग से लैस हैं।
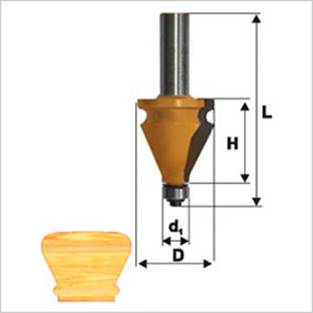
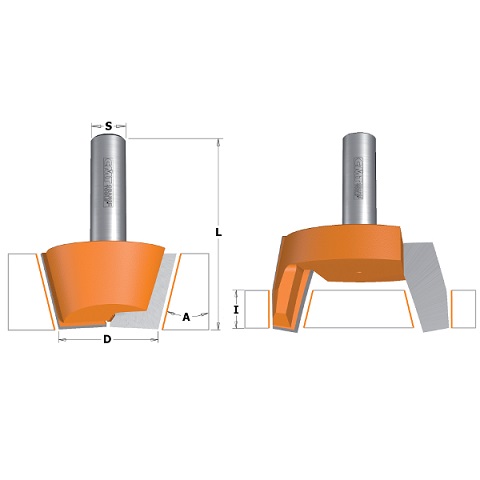
शंकु
पतला कटर की मदद से आप कर सकते हैं:
- वर्कपीस के किनारे पर कक्ष;
- tabletop के किनारे सजाने;
- उन्हें ग्लूइंग करने से पहले वर्कपीस के किनारों पर एक कोणीय कट बनाएं (आप बहुभुज आकार के उत्पाद प्राप्त कर सकते हैं)।
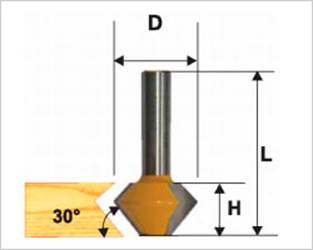
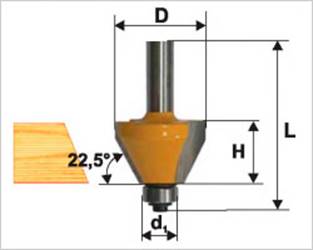
इसके अलावा इस श्रेणी में किनारे मिलिंग कटर, ब्लेड के झुकाव के कोण को 45 डिग्री के लिए जिम्मेदार ठहराया जा सकता है।

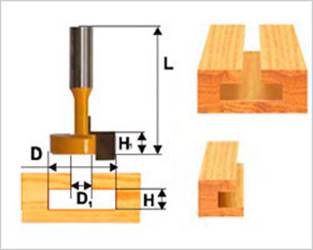
seamed
पर लागू करें तिमाही नमूनाकरण और आयताकार खंड के grooves। जोर देने के लिए धन्यवाद, सीम मिलिंग कटर दोनों सीधे और curvilinear रिक्त स्थान पर इस्तेमाल किया जा सकता है।
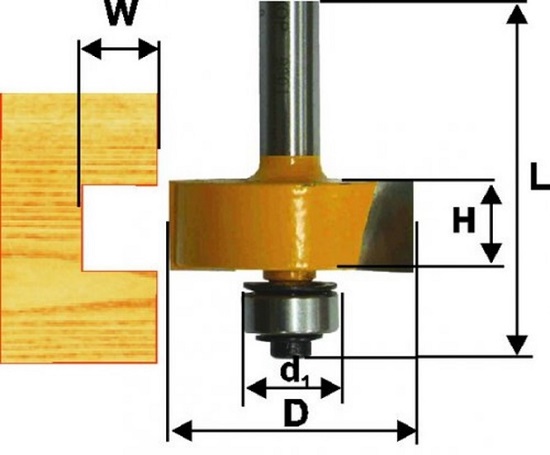
नाली की गहराई को समायोजित करने के लिए विभिन्न व्यासों के जोरदार बीयरिंग का इस्तेमाल किया जाता है।

यह श्रेणी भी लागू होती है डिस्क मिल। इसकी मदद से, टी-आकार वाले पीवीसी एज की स्थापना के लिए खाली में एक नाली काटा जाता है।

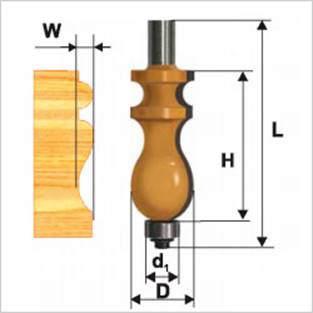
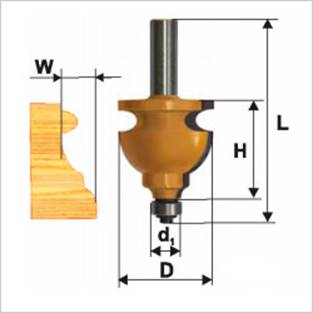
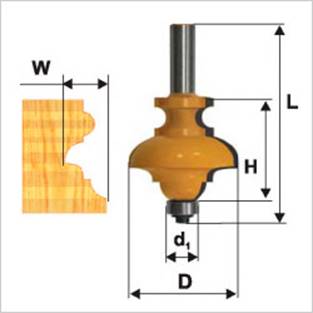
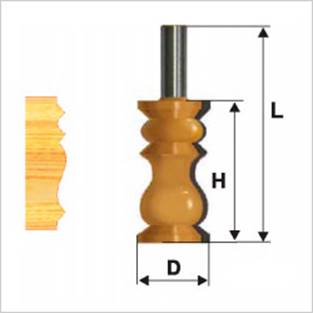
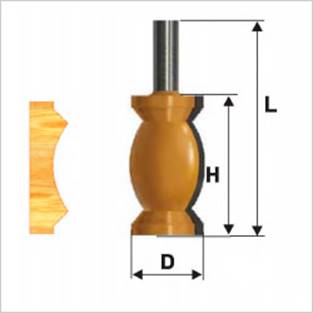
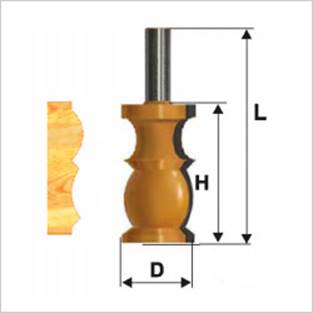
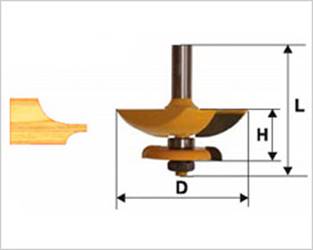
मोल्डिंग मशीन
मिलिंग कटर आपको वर्कपीस पर आर्क्यूएट, सीधी, साथ ही आकार के किनारे तक पहुंचने की अनुमति देता है। एक ही उपकरण के किसी भी हिस्से के रूप में काम करना, यह संभव है:
- भाग के किनारे के चारों ओर गोल;
- किनारे के साथ किनारे प्राप्त करें;
- सेमी-रॉड लेज बनाएं;
- स्पंज के साथ हेम प्राप्त करें;
- किनारों की सजावटी प्रसंस्करण करने के लिए, उदाहरण के लिए, खिड़की के फ्रेम बनाना।
इसके अलावा, काटने वाले कटर का उपयोग करके, आप लकड़ी के हिस्सों के किनारों और सिरों पर जटिल आकार के गहने बना सकते हैं।
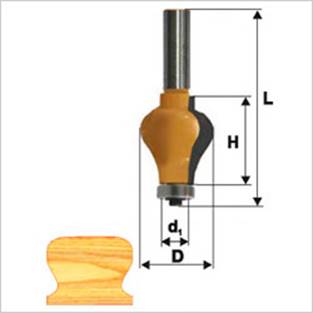
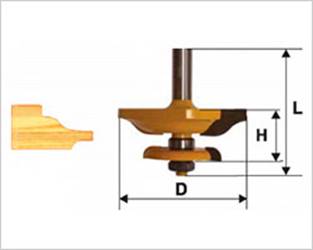
निम्न श्रृंखला में दिखाए गए अनुसार, इस श्रृंखला के उपकरण डबल हो सकते हैं।
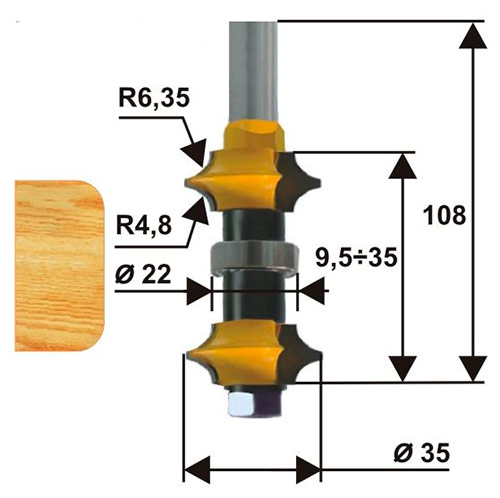
पर डबल कटर तत्वों के बीच की दूरी वर्कपीस की मोटाई के अनुसार बदला जा सकता है। दो तत्वों के लिए धन्यवाद, कार्यक्षेत्र एक तरफ संसाधित होता है, साथ ही दोनों तरफ से।
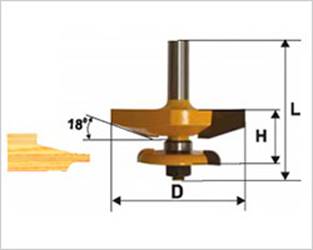
सीधे लाइनें
वर्कपीस के सिरों को खत्म करते समय या भाग के चेहरे और उसके किनारे (अंत) के बीच 9 0 का आदर्श कोण बनाते समय एक सीधी किनार (ओवरटेकिंग या फेस) कटर का उपयोग किया जाता है। असर उपकरण के ऊपर या नीचे स्थापित किया जा सकता है।
असर की निचली स्थिति पर, कार्यक्षेत्र के नीचे टेम्पलेट को कार्यक्षेत्र के ऊपर और शीर्ष स्थान पर तय किया गया है।
चेहरे के कार्य के अलावा, ऊपरी असर के साथ स्नैप-इन को मोर्टिज़ के रूप में उपयोग किया जा सकता है और निश्चित रूप से कार्यक्षेत्र की सतह पर एक आयताकार पार अनुभाग का एक नाली काट सकता है, निश्चित रूप से, एक निश्चित ऊंचाई के टेम्पलेट का उपयोग करके। असर का व्यास आमतौर पर उपकरण के व्यास के बराबर होता है, यानी, यह अत्याधुनिक के साथ फ्लश होता है। लेकिन कुछ मामलों में टूलिंग की संभावनाओं का विस्तार करने के लिए इसे एक छोटे या बड़े व्यास में बदल दिया जाता है।
मिल "मकई"
मकई कटर भी बढ़ रहा है। इसका मुख्य उद्देश्य वर्कपीस के किनारों को एक टेम्पलेट पर पीसना और संरेखित करना है। चाकू की विशेष व्यवस्था के कारण (सर्पिल में) आसान चिप हटाने और उपकरण का चिकना कोर्स।

संयोजन कटर
यदि आप संयुक्त टूलींग का उपयोग करते हैं तो स्प्लिसिंग रिक्त स्थान सबसे प्रभावी माना जाता है। इस प्रकार के कटर एक साथ स्पाइक और नाली तत्वों के साथ होते हैं: इस डिजाइन के लिए धन्यवाद, उपकरण दोनों पास एक पास में प्रोफाइल प्राप्त करेंगे। नतीजतन, बंधन बढ़ने के लिए इच्छित एज क्षेत्र, जो संयुक्त की ताकत पर सकारात्मक प्रभाव डालता है।
ढांचा
फ्रेम मिलों अभिन्न उपकरण हैं।सभी काटने वाले तत्व आधार पर स्थापित होते हैं, और मास्टर उन्हें सही क्रम में रख सकते हैं। टाइपसेटर्स में निम्नलिखित घटक हैं:
- आधार;
- तत्वों काटने;
- असर;
- वॉशर;
- लॉकिंग अखरोट।
काटने वाले तत्वों के स्थान को बदलते समय, इकाई के कोलेट से शंकु को हटाया नहीं जाता है। स्नैप-इन के नीचे स्थित फास्टनरों को बस अनसुलझा करने के लिए पर्याप्त है, और इसके सभी तत्व हटा दिए गए हैं। धन्यवाद तह डिजाइन स्नैप-इन टूल प्रस्थान राशि वही रहती है, और पुन: समायोजन की आवश्यकता नहीं होती है।
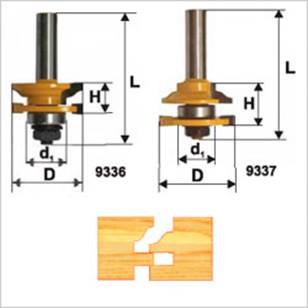
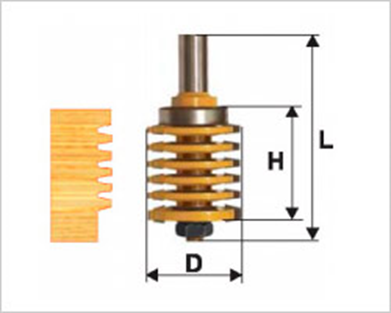
जीभ और नाली
किट में 2 कटर होते हैं, एक नाली चुनने के लिए, और दूसरा एक टेनॉन के लिए।
ग्रोइंग स्पाइक मिलों में काटने वाले तत्वों का एक दर्पण-समान प्रोफ़ाइल होता है, जिसके लिए मशीनों के हिस्सों को यथासंभव सटीक रूप से विभाजित किया जाता है।
इस टूलींग का एकमात्र नुकसान यह है कि ग्रूव और स्पाइक्स अलग-अलग कटर द्वारा बनाए जाते हैं, जिन्हें यूनिट के आधार के सापेक्ष अपने आउटरीच के लिए फिर से बदलना और सही किया जाना चाहिए।
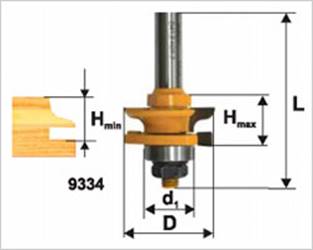
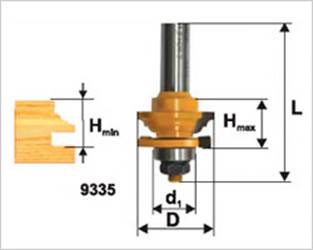
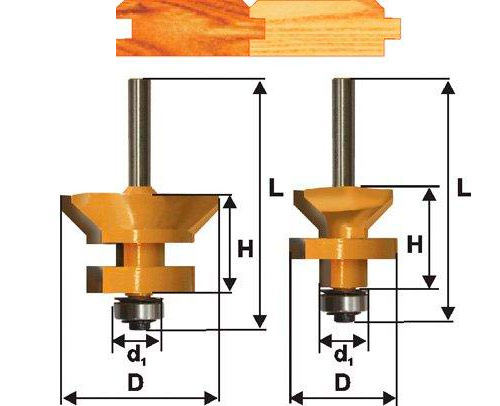
अस्तर के निर्माण के लिए
ऑपरेशन के सिद्धांत में अस्तर के निर्माण के लिए कटर ग्रूव-स्टड किए गए टूल के समान होते हैं, लेकिन केवल अंतर के साथ कि भागों को जोड़ने के दौरान वी के आकार नाली उनके बीच एक बार नकल करने के लिए। कनेक्शन बनाने के लिए, 2 तत्वों का एक सेट भी आवश्यक है।
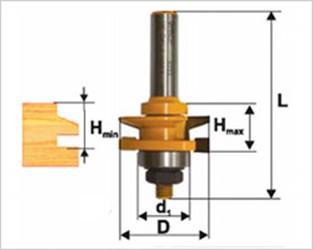
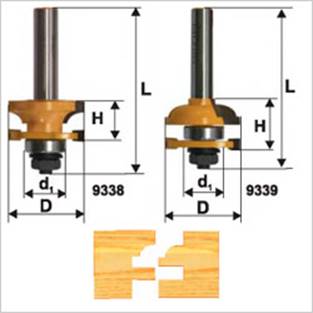
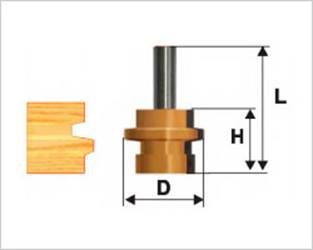
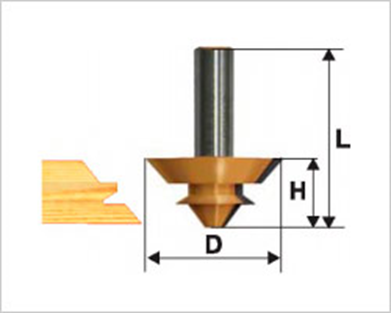
यूनिवर्सल
उपकरण को पार करने के बाद 2 विमान प्राप्त होते हैं, एक दूसरे के साथ पूरी तरह संगत होते हैं, जिसमें नाली और स्पाइक होता है। दोनों बाद में एक दूसरे के कोण पर स्थित हैं।
भागों के विभाजन के लिए, एक सूक्ष्म ब्लेड मिल भी प्रयोग किया जाता है।
स्नैप-इन का उपयोग अनुदैर्ध्य स्प्लिस रिक्त स्थान (ढाल के निर्माण में), और चेहरे के टुकड़े भागों के लिए किया जा सकता है।
लकड़ी के कोने के टुकड़े के लिए, संयुक्त श्रृंखला के उपकरण भी उपयोग किए जाते हैं, जो जोड़ों को तैयार करने की अनुमति देता है 45 डिग्री के कोण पर।
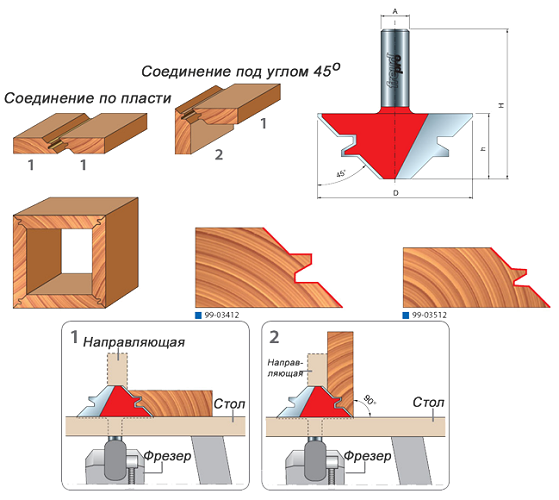
यह ध्यान दिया जाना चाहिए कि कार्यक्षेत्रों को प्रसंस्करण के लिए जिन्हें विभाजित करने की आवश्यकता है, उसी संयुक्त कटर का उपयोग करें। मूल उपकरण डिजाइन आपको अधिकतम गुणवत्ता वाले डॉकिंग भागों को प्राप्त करने की अनुमति देता है, साथ ही महत्वपूर्ण रूप से समय बचाता है, क्योंकि उपकरण को बदलने की आवश्यकता नहीं होती है।
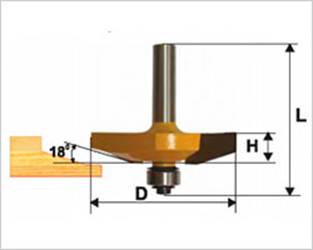
कटर कटर
एक उपकरण लागू करें पैनलों के निर्माण में, अर्थात् भागों के सजावटी प्रसंस्करण किनारों के लिए। सभी उपकरणों के नीचे एक जोर असर पड़ा है।असर के साथ मिल न केवल आयताकार तैयारी की प्रक्रिया कर सकते हैं, बल्कि यह भी लगाया जा सकता है। आपको पता होना चाहिए कि पैनलों के लिए उपकरण का व्यास 50 से 70 मीटर है, इसलिए, प्रभावी ढंग से उनका उपयोग करने के लिए, आपके पास कम से कम 1500 वाट की शक्ति वाला एक उपकरण होना चाहिए। घरेलू राउटर के लिए, इस प्रकार के टूलिंग के साथ पैनल का उपचार एक भारी काम बन जाएगा।
हाथ मिलिंग मशीन (अर्थात् रसोई मोर्चों) द्वारा दरवाजों के निर्माण के लिए, आपको एक विशेष सेट खरीदने की आवश्यकता होगी जिसमें तीन तत्व शामिल हैं।

सेट में निम्नलिखित फ्रंट कटर शामिल हैं: फर्नीचर पैनलिंग के लिए एक पैनल और दो टूलींग (प्रोफाइल-प्रोफाइल)।
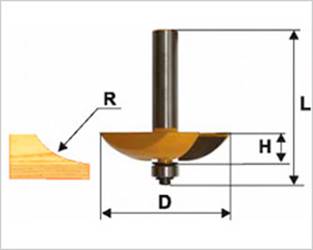
क्षैतिज
पर लागू करें पूर्व उपचार पैनलों। फ्रेम के नाली में सम्मिलन के लिए एक स्पाइक बनाने के लिए, आपको किनारे को आगे संसाधित करने की आवश्यकता होगी।
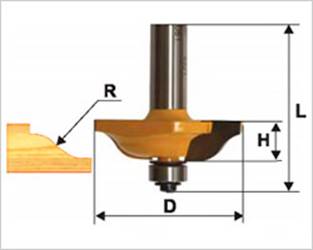
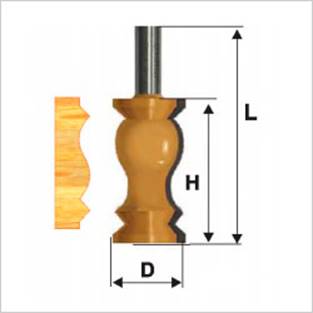
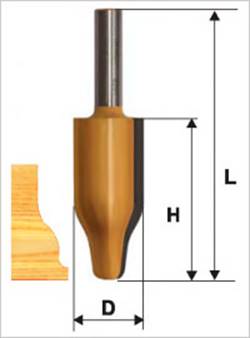
खड़ा
सबसे आम ऊर्ध्वाधर कटर का उपयोग करें plinths के निर्माण के लिए।
क्षैतिज डबल पक्षीय
इस प्रकार की टूलींग उत्पादन प्रक्रिया को काफी सरल बनाती है, क्योंकि उपकरण के एक ही पास में एक कनेक्टिंग स्पाइक और एक निश्चित कॉन्फ़िगरेशन के पैनल का एक हिस्सा किनारे पर दिखाई देता है।
उपरोक्त प्रकार के उपकरणों के अलावा, कई स्वामी उपयोग करते हैं और घर का बना कटर। आम तौर पर वे एक मानक तालाब ड्रिल नीचे एक विशेष तरीके से हैं। यह घर पर कैसे किया जाता है, आप सीख सकते हैं वीडियो.
लकड़ी के लिए उपकरण काटने के चयन के लिए मानदंड
मैन्युअल इकाई के लिए लकड़ी के लिए कटर चुनते समय, निम्नलिखित टूलींग पैरामीटर पर ध्यान देना चाहिए।
झटके का व्यास और आकार
यह ध्यान दिया जाना चाहिए कि कटर के कुछ विदेशी निर्माता शंकु के व्यास को इंगित कर सकते हैं इंच में। ज्यादातर मामलों में, यदि इकाई पर कोलेट क्लैंप स्थापित किया गया है, तो टूलिंग की स्थापना के साथ कोई समस्या नहीं होगी, बशर्ते कि कोलेट का व्यास शंकु के व्यास से मेल खाता हो।
यह जानना महत्वपूर्ण है कि एक हैंडहेल्ड असेंबली का कोलेट ड्रिल का जबड़ा चक नहीं है, जिसमें आप विभिन्न व्यास के उपकरण को क्लैंप कर सकते हैं।। कोलेट के भीतरी व्यास को शंकु टूलींग के व्यास का सख्ती से पालन करना चाहिए। यदि आप 1 / 2" शंकु (12.7 मिमी) के साथ एक उपकरण खरीदते हैं और इसे 12 मिमी व्यास के साथ एक कोलेट में डालने का प्रयास करते हैं तो कठिनाइयां उत्पन्न हो सकती हैं। साथ ही, समस्याओं के बिना 6 मिमी व्यास के साथ झुकाव कोलेट 1.4 "(6.35 मिमी) में दबाया जाएगा।
एक कटर खरीदने से पहले, विशेष रूप से महंगा, इकाई के लिए निर्देश पढ़ें और पता लगाएं कि उस पर कौन सा कोलेट स्थापित है।
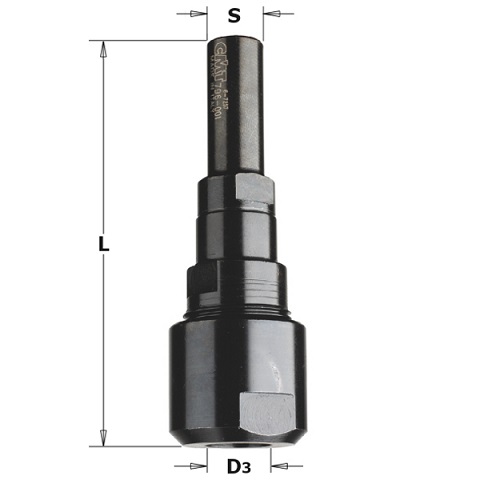
शंकु लंबाई टूलींग भी बहुत महत्वपूर्ण है। इसमें से सभी ने शंकुओं को बढ़ाया नहीं है, और कभी-कभी उनके आकार उपकरण का उपयोग करने के लिए पर्याप्त नहीं होते हैं, उदाहरण के लिए, जब गहरे नाले का विस्तार होता है। साथ ही, तालिका के नीचे इकाई को ठीक करते समय लंबे टूल शंकु की आवश्यकता हो सकती है। इस मामले में, यह उपयोग करने के लिए प्रथागत है कटर विस्तारजो इकाई के कोलेट में क्लैंप किया गया है।
ब्लेड सामग्री
स्नैप चुनते समय यह एक महत्वपूर्ण मानदंड है। उत्पाद हाई-स्पीड स्टील (एचएसएस) या कार्बाइड (एचएम) से बना जा सकता है। से ब्लेड उच्च गति स्टील आसानी से कम घनत्व के नरम जंगल के साथ सामना करते हैं। लेकिन मशीनिंग दृढ़ लकड़ी के लिए, ये कटर उपयुक्त नहीं हैं। इस मामले में, उन्हें उपकरणों के साथ प्रतिस्थापित किया जा सकता है कार्बाइड ब्लेड।
काटने के तत्वों का स्थान
उपकरण पर ब्लेड लंबवत रूप से स्थित हो सकते हैं, यानी, शंकु की धुरी के समानांतर, या इसके लिए एक निश्चित कोण पर। लंबवत स्थित है ब्लेड एक प्लानर की तरह काम करते हैं और लकड़ी को काटने से ज्यादा कटौती करते हैं।इसलिए, यदि ब्लेड थोड़ा धब्बेदार होते हैं, तो वे सतह पर अंक छोड़ देंगे जो उन्होंने संसाधित किए हैं, जिन्हें जमीन से बाहर करना होगा।
ब्लेड स्थित है एक कोण पर उपकरण धुरी के लिए, वे बहुत साफ काम करते हैं और चिप्स नहीं बनाते हैं।
पत्थर कटर
राउटर (मैनुअल) के साथ कृत्रिम पत्थर को संसाधित करने के लिए, आप लकड़ी के लिए डिजाइन किए गए पारंपरिक प्रकार के कटर का उपयोग कर सकते हैं, लेकिन केवल कार्बाइड ब्लेड के साथ। यहां एक नज़र है: एक कृत्रिम पत्थर एक समग्र सामग्री है जिसमें सबसे छोटे घर्षण कण होते हैं। इसलिए, इससे कोई फर्क नहीं पड़ता कि किस प्रकार की कार्बाइड सामग्री मिलती है, यह केवल 10 मीटर से अधिक पत्थर की प्रक्रिया के लिए पर्याप्त होगी। आगे, सुस्त ब्लेड वे जरूरी शुद्धता नहीं देंगे, उदाहरण के लिए, गोंद वाली सतहों, जो संयुक्त की गुणवत्ता को प्रभावित करेंगे।
इसलिए, पेशेवर फेस्टूल, लेयूको, टाइटमैन, लीट्ज, दीमर जैसे प्रसिद्ध निर्माताओं से सर्वश्रेष्ठ कटर का उपयोग करने की सलाह देते हैं। इन उद्यमों द्वारा किए गए उपकरणों को काटने का संसाधन परंपरागत कार्बाइड उपकरणों की तुलना में 5-10 गुना अधिक है। "ब्रांडेड" उपकरण पहले ही 60 से 100 मीटर तक संसाधित हो सकते हैं।
लकड़ी और पत्थर के लिए कटर में समानताएं होती हैं और यहां तक कि वही नाम होता है। उनमें से कुछ अक्सर पत्थर के संचालन करने के लिए उपयोग किया जाता है। लेकिन विशेष रूप से डिजाइन किए गए कटर हैं। समग्र उत्पादों को संसाधित करने के लिए।
कटर "एंटीपेरेलील"
इस पत्थर कटर के साथ, आप बना सकते हैं ज्वार बंपर्स रसोई (शौचालय) सिंक और समग्र से बने countertops पर। आमतौर पर, पक्ष का पूर्ण गठन उपकरण के 2 पास में होता है।
"एंटी-कट" कटर का भी एक संशोधन है, जिसमें जोरदार असर होता है।
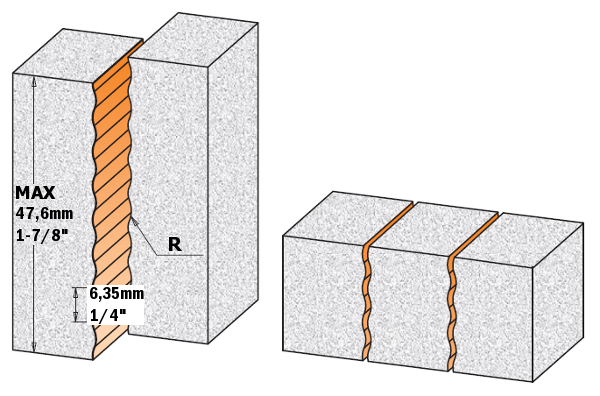
मिल "लहर"
इस उपकरण के लिए इरादा है splicing से पहले सतह तैयारी। टूलिंग के काटने वाले हिस्से में तरंग जैसी प्रोफ़ाइल है।
स्लेटेड जड़ें
टूलींग का उपयोग एक नाली का चयन करने के लिए किया जाता है, जो संयुक्त सामग्रियों के साथ जड़ के लिए आगे है।
पत्थर मरम्मत किट
इस किट का उपयोग कृत्रिम पत्थर से बने उत्पादों की सतह को नुकसान की मरम्मत के लिए किया जाता है। सेट में 2 तत्व हैं। एक कॉर्क बनाता है, और दूसरा - इसके नीचे एक छेद।

इसके अलावा कंपोजिट्स के प्रसंस्करण के लिए कंपनी सर्टिज़िट से कटर का उपयोग किया जा सकता है।

यह है हीरा कटरजो उनके स्थायित्व से प्रतिष्ठित हैं। वे हीरे चिप्स की कई परतों को sintering द्वारा बनाए जाते हैं। बहु-परत कोटिंग उपकरण जीवन को विस्तारित करना संभव बनाता है, क्योंकि इसके प्रतिस्थापन के दौरान, घर्षण की नई परतें कार्य परतों को प्रतिस्थापित करने लगती हैं।
धातु कटर
मैन्युअल मिल के लिए विशेष रूप से बनाए गए धातु टूलींग मौजूद नहीं है। आमतौर पर स्वामी मशीन टूल्स के लिए उपयुक्त शंकु व्यास के साथ टूलिंग का उपयोग करते हैं। मैन्युअल इकाइयों पर अक्सर ग्रूव बनाने के लिए एंड मिलों का उपयोग करते हैं। लेकिन आपको पता होना चाहिए कि राउटर एक मशीन है जो उच्च गति विकसित करती है, जो कि अंत कटर के लिए बहुत उपयुक्त नहीं है। इसलिए, धातु को न्यूनतम परतों, एक मिमी मोटी के कुछ दसवें, और कई गुजरने के साथ हटा दिया जाना चाहिए। निम्नलिखित तस्वीर धातु के लिए सर्पिल कटर दिखाती है।

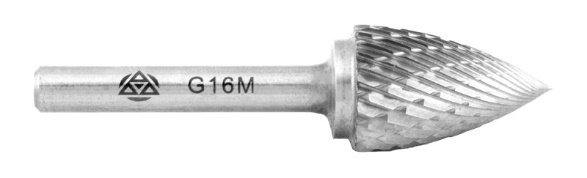
राउटर पर भी स्थापित करना संभव है विभिन्न विन्यास के रोटरी burrsजो स्टील, कास्ट आयरन, स्टेनलेस स्टील, पीतल और यहां तक कि टाइटेनियम से आसानी से सामना करते हैं। लेकिन चूंकि वे अक्सर एक छोटे से शंकु व्यास (6 मिमी) होते हैं, इसलिए आठ-मिलीमीटर कॉललेट में स्थापना के लिए एडाप्टर की आवश्यकता होती है।
धातु के लिए Burrs निम्नलिखित प्रकार हैं।
- डिस्क ड्राइव। आप सभी तरह के कटौती कर सकते हैं और ग्रूव को संभाल सकते हैं।

- शंकु (60 डिग्री)। काउंटरसिंकिंग छेद के लिए प्रयुक्त।

- एक रिवर्स शंकु के साथ शंकु। टूलींग का उपयोग ग्रूव पीसने, वर्कपीस के तेज कोनों को प्रोसेस करने, उत्पाद के कोनों में वेल्ड हटाने, छेद की हार्ड-टू-पहुंच स्थानों को प्रोसेस करने के लिए किया जाता है।

- गोलाकार के साथ शंकुधारी। मशीनिंग साथी के लिए प्रयुक्त, वेल्डिंग, मशीनिंग विमानों को अलग करना।

- शंकु की ओर इशारा किया। उपकरण तेज कोनों, भागों के साथी, साथ ही स्थानों तक पहुंचने में कठोर परिश्रम कर सकता है।

- अंडाकार। वे छेद को संसाधित और विस्तारित करते हैं, साथ ही भागों के कोनों में वेल्ड को संरेखित करते हैं।

- Plamevidnye। टूल के सार्वभौमिक रूप के कारण फाइललेट बनाने के साथ-साथ उनके प्रसंस्करण के लिए भी उपयोग किया जाता है।

- गोलाकार। टूलींग मशीनिंग छेद के लिए इस्तेमाल किया जा सकता है, अर्ध-परिपत्र साथी और मशीनिंग ग्रूव बनाते हैं।

- स्फेरोकोनिक तीव्र। आप एक तीव्र कोण विमानों से जुड़े शहद को संसाधित कर सकते हैं।
- गोलाकार गोलाकार। आंतरिक त्रिज्या के साथ इंटरकनेक्ट संसाधित होते हैं।

- पताम रंदा। आप किनारों, प्रोफाइल, वेल्ड, त्रिज्या ग्रूव को संसाधित कर सकते हैं। इसके अलावा, यह टूलिंग कक्ष और burrs और वेल्डिंग के लिए सतह तैयार करते हैं।

- एक चिकनी बट के साथ बेलनाकार। मशीनिंग समोच्चों के लिए प्रयुक्त, वेल्डिंग, किनारों के बाद वेल्डिंग, चैम्बरिंग और डिबुरिंग के लिए।

- दांतों के साथ बेलनाकार। अंत में दांतों के साथ स्नैप-इन का उपयोग उसी उद्देश्य के लिए किया जाता है जैसे स्नैप-इन एक चिकनी अंत के साथ। केवल इस प्रकार का उपकरण दो विमानों में दाएं कोणों पर एक साथ काम कर सकता है।

मैन्युअल मिलिंग कटर के लिए अनुकूलन
इस इकाई के लिए विभिन्न उपकरणों द्वारा किया जाने वाला मुख्य कार्य डिवाइस की कार्यक्षमता का विस्तार करना है। कुछ डिवाइस डिवाइस के साथ बंडल किए जाते हैं, लेकिन राउटर के शेष अनुलग्नक को अलग से खरीदा जाना चाहिए या हाथ से बनाया जाना चाहिए।
समांतर स्टॉप
यह डिवाइस उपलब्ध है मानक उपकरण कोई फ्रीजर
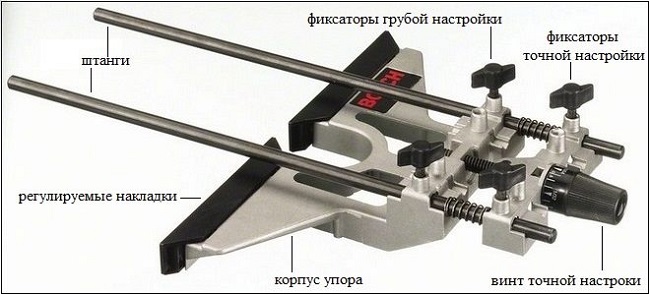
जोर कार्यक्षेत्रों पर सीधे कटौती के लिए अनुमति देता है। चूंकि बेस गाइड वर्कपीस या गाइड बस के किनारे का उपयोग किया जाता है।
रेल गाइड
टायर एक गाइड के रूप में कार्य करता है जिसके साथ समर्थन बंद हो जाता है। इस डिवाइस का उपयोग, उत्पादन सीधे बिलेट मिलिंग.

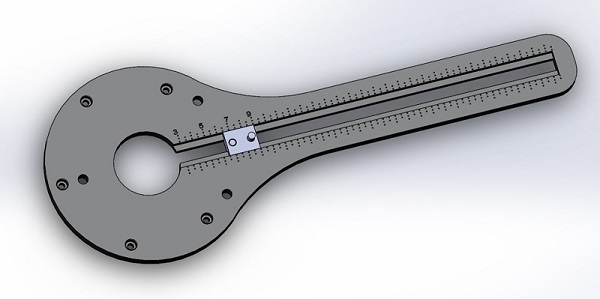
परकार
यह डिवाइस इकाई के आधार से जुड़ा हुआ है और अनुमति देता है रेडियल मिलिंग और सर्कल काटने।

स्लॉट चयन
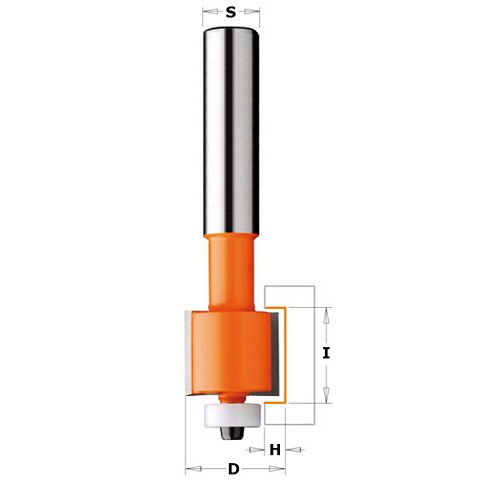
स्लॉटिंग के लिए एक निश्चित चौड़ाई के, निम्न आकृति में दिखाए गए राउटर के लिए टूल का उपयोग करें।

नाली की चौड़ाई एक मंच द्वारा विनियमित है। इस मामले में, ऊपरी असर वाले सीधे नाली कटर का उपयोग किया जाता है।
सांचा
किसी को स्थानांतरित करने के लिए जटिल आभूषण या पैटर्न खाली उपयोग विशेष उपकरण - copiers (pantographs) पर।

कॉपर निम्नानुसार काम करता है:
- कार्यक्षेत्र पेंटोग्राफ में स्थापित इकाई के तहत रखा गया है;
- प्रतिलिपि बनाने के लिए एक आभूषण या पैटर्न को कॉपर से सही दूरी पर रखा जाता है;
- पेंटोग्राफ का सूचक प्रारंभिक स्थिति पर सेट होता है, जिसके बाद कुल का इंजन चालू होता है;
- ड्राइंग के अनुसार पॉइंटर के सभी आंदोलनों को राउटर को सटीकता से प्रसारित किया जाता है, और यह रिक्त स्थान पर आवश्यक पैटर्न की एक प्रति को काटता है।
अंगूठियां और पैटर्न कॉपी करें
टूल ब्लेड के प्रभाव से टेम्पलेट की सुरक्षा के लिए, सबसे पहले कॉपी आस्तीन की आवश्यकता होती है। इसके अलावा, प्रतिलिपि की अंगूठी, टेम्पलेट के किनारे के साथ आगे बढ़ती है, अपने सभी आकारों को कटर तक पहुंचाती है, जो उपकरण के नीचे भाग को संसाधित करती है।

यदि टेम्पलेट में छेद उपकरण के एकमात्र के आयामों से अधिक है, तो इसे उपयुक्त आकार के मंच पर स्थापित किया जा सकता है।

रोटेशन निकायों को संभालना
यह सरल उपकरण बेलनाकार बिलेट्स (तालिका के पैर, ध्रुवों, balusters चालू) में अनुप्रस्थ और अनुदैर्ध्य grooves काटने की अनुमति देता है।

टेनोनिंग डिवाइस
बनाने के लिए बॉक्स स्पाइक्स, सीधे या दोहराव, एक tenoning डिवाइस का उपयोग करें।

इस अनुलग्नक का उपयोग करने से आप उनके बीच समान दूरी के साथ स्पाइक्स बना सकते हैं, ताकि भागों का कनेक्शन आदर्श तरीके से हो।
स्थिरता कांटा नाली
जॉइनरी व्यवसाय में स्पाइक-ग्रूव कनेक्शन सबसे आम है।

इस परिसर को बनाने के लिए, विशेष उपकरण हैं, जिन्हें बुलाया जाता है pantorouterami।


डिजाइन की स्पष्ट जटिलता के बावजूद, चित्रों के अनुसार यह मशीन आसानी से हाथ से बनाई जाती है,जो इंटरनेट पर पर्याप्त है।
राउटर के लिए टेबल
तालिका में मैन्युअल असेंबली सेट करके, आपको मिलता है स्थिर मिनी मशीन। इसकी सहायता से छोटे और लंबे हिस्सों को संभालना सुविधाजनक है जिन्हें क्लैंप के साथ क्लैंप नहीं किया जा सकता है। तैयार किए गए मिलिंग टेबल हैं, विशेष रूप से हाथ से आयोजित मिलिंग मशीनों को मजबूत करने के लिए डिज़ाइन किए गए हैं। नीचे कार्वेट द्वारा उत्पादित एक टेबल है।

लेकिन अभ्यास के रूप में, अधिकांश कारीगर मिलिंग टेबल बनाना पसंद करते हैं। इसे स्वयं करोक्योंकि उनका डिजाइन जटिल नहीं है। मिलिंग कटर के लिए टेबल मोटी प्लाईवुड या टुकड़े टुकड़े वाले चिपबोर्ड से 16 मिमी या उससे अधिक की मोटाई के साथ बनाया जा सकता है।

पैनलों के लिए डिवाइस
यदि आप एक आइसोसेलस त्रिभुज काटते हैं, उदाहरण के लिए, प्लाईवुड से, और इसे राउटर के बिट तक बढ़ाएं, जैसा कि निम्न चित्र में दिखाया गया है, आपको एक साधारण स्थिरता मिल जाएगी दरवाजा पैनलों के प्रसंस्करण के लिए।
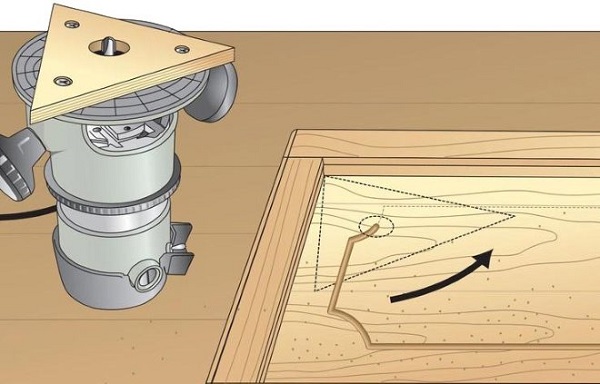
यह अस्तर टेम्पलेट्स के उपयोग के बिना, उन्हें अलग किए बिना, पहले से तैयार दरवाजे की अतिरिक्त सजावट के लिए अनुमति देता है।
घर पर एक मिल तेज करने के लिए कैसे
कटर की पीसने को अपने शरीर से कार्बन और गंदगी को हटाने और तत्वों को काटने के बाद ही किया जाना चाहिए। इन उद्देश्यों के लिए, एक विशेष सफाई तरल पदार्थ का उपयोग करना बेहतर है (नीचे दिए गए आंकड़े में दिखाया गया है)।

उपकरण के काटने वाले हिस्सों पर रखो और कई मिनट प्रतीक्षा करें कि यह जमा को भंग कर देता है। फिर आपको एक साधारण टूथब्रश लेना चाहिए और किसी भी शेष गंदगी के ब्लेड को अच्छी तरह साफ करना चाहिए। सफाई के बाद, आप sharpening की प्रक्रिया में आगे बढ़ सकते हैं। घर पर इस ऑपरेशन को करने के लिए, आपको पहले खरीदना होगा हीरा सलाखों का सेटअलग अनाज
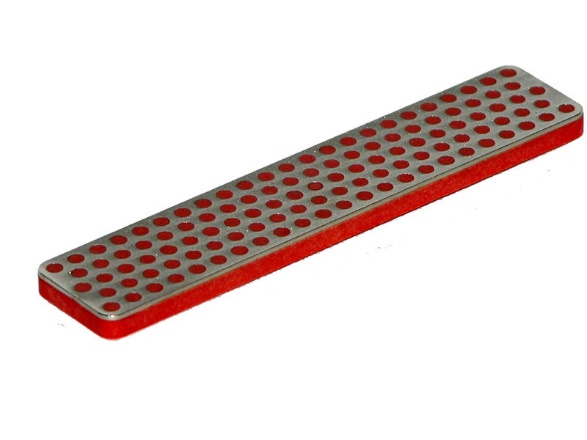
बड़े अनाज के साथ इस्तेमाल किए गए सलाखों को मोटे तौर पर तेज करने के लिए। लेकिन ब्लेड को सीधा करने की प्रक्रिया हमेशा बेहतरीन घर्षण के साथ चमकाने के साथ खत्म होनी चाहिए।
मिल को तेज करने के लिए, इन चरणों का पालन करें:
- मेज के किनारे पर बार रखें और इसे पानी से गीला करें। यदि आवश्यक हो तो स्थिरता सुरक्षित करें;
- बार पर टूलींग डालें ताकि उसका काटने वाला किनारा बार की पूरी लंबाई के साथ संपर्क में हो;
- बराबर दबाव बल के साथ चिकनी आंदोलनों में sanding मिल ड्राइव, समय-समय पर पानी के साथ गीला;
- टूलींग के प्रत्येक ब्लेड के लिए समान संख्या में आंदोलन करें, ताकि किनारों की पीसने समान रूप से हो।
यदि sharpening के लिए तैयार उपकरण एक जोर असर है, प्रक्रिया शुरू होने से पहले इसे हटा दिया जाना चाहिए।
बेशक, यदि ऐसा अवसर है, तो पीसने के लिए कटर को सौंपना बेहतर है एक विशेष कार्यशाला मेंजहां इसे सटीक उपकरणों पर बहाल किया जाएगा। हीरा सलाखों की लागत की तुलना में यह प्रक्रिया सस्ती है।
/rating_on.png)
/rating_off.png)











