स्वचालित वेल्डिंग मशीन कैसे काम करें
वेल्डिंग उपकरण बाजार में वेल्डिंग अर्धसूत्रीय उपकरणों की मांग हर साल बढ़ती जा रही है। यह उनके स्पष्ट फायदे के कारण है: सस्ती लागत, ऑपरेटिंग मोड की एक विस्तृत श्रृंखला, सेटअप और संचालन में आसानी। हालांकि, एक शुरुआती मास्टर हमेशा यह समझने में सक्षम नहीं होता कि सेमी-ऑटोमैटिक का सही तरीके से उपयोग कैसे किया जाए। पहली चीज़ जो आपको जानने की जरूरत है वह इकाई और इकाई के संचालन के सिद्धांत के साथ-साथ वेल्डिंग के लिए तार चुनने के लिए बुनियादी सिफारिशें भी है।
सामग्री
अर्धसूत्रीय उपकरण के संचालन के उपकरण और सिद्धांत
अर्द्ध स्वचालित वेल्डिंग मशीन का मुख्य उद्देश्य एक पिघलने वाले इलेक्ट्रोड के उपयोग के साथ आर्क वेल्डिंग है, जो सुरक्षात्मक गैस के साथ उड़ाया जाता है। डिवाइस का उपयोग कम-मिश्रित और कम-कार्बन स्टील्स, लंबे और अंतराल दोनों सीमों में शामिल होने के लिए किया जाता है।

यह उपकरण -10 डिग्री सेल्सियस से + 40 डिग्री सेल्सियस तक हवा के तापमान पर बंद, अच्छी तरह से हवादार क्षेत्रों में काम करने के लिए डिज़ाइन किया गया है।
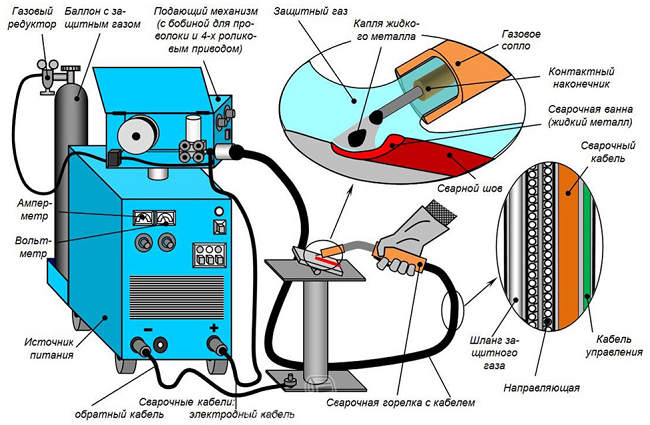
अर्धसूत्रीय उपकरण में शामिल हैं निम्नलिखित मद:
- मुख्य इकाई उत्पादन आकार के वेल्डिंग वर्तमान उत्पादन;
- तार फ़ीड इकाई;
- एक कनेक्टेड केबल के साथ एक वेल्डिंग मशाल जिसके माध्यम से बिजली तार गुजरता है, एक गैस नली, एक नियंत्रण तार और तार इलेक्ट्रोड के लिए एक गाइड।
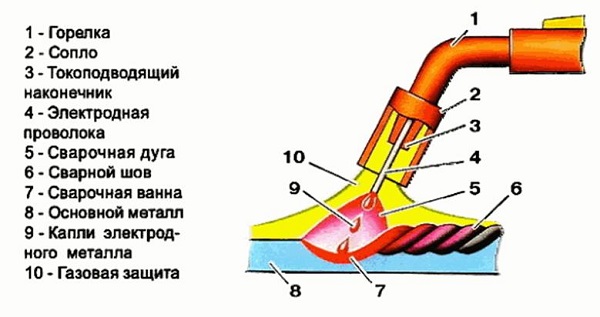
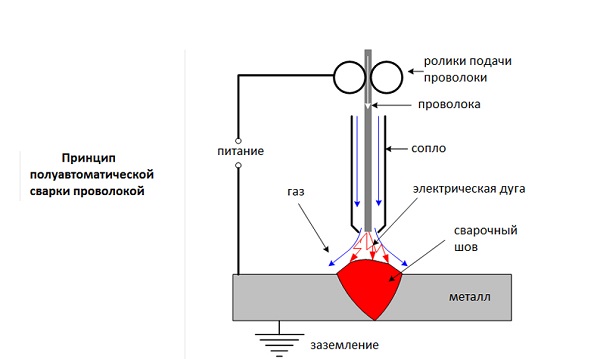
इकाई के संचालन का सिद्धांत इस प्रकार है। मशाल संभाल पर स्थित स्टार्ट बटन दबाकर, नोजल (2) के माध्यम से इलेक्ट्रोड तार (4), वर्तमान और सुरक्षात्मक गैस की आपूर्ति शुरू होती है। तार के लिए प्रवाह प्रवाहकीय टिप (4) के माध्यम से बहती है। जब यह बेस धातु के संपर्क में आता है, तो एक विद्युत चाप उत्पन्न होता है, जो इलेक्ट्रोड पिघलने लगता है। आधार धातु (8) पर गिरने वाले इलेक्ट्रोड धातु की बूंदें, एक सीम (6) बनाती हैं। साथ ही, वेल्डिंग बाथ (7) सुरक्षात्मक गैस (10) के साथ उड़ाया जाता है, जो ऑक्सीजन और नाइट्रोजन को वायुमंडलीय हवा से प्रवेश करने से रोकता है।गैस संरक्षण के लिए धन्यवाद, वेल्ड टिकाऊ और उच्च गुणवत्ता का है।
सुरक्षा गैस के बिना अर्धसूत्रीय उपकरण का संचालन संभव है। इस मामले में, एक विशेष पाउडर कोटिंग वाले इलेक्ट्रोड तार का उपयोग किया जाता है। उच्च तापमान पर, यह कोटिंग वाष्पित हो जाती है, और परिणामी गैस वेल्ड पूल के लिए एक सुरक्षात्मक कार्य करते हैं।
इलेक्ट्रोड तार चयन
इलेक्ट्रोड तार एक स्नैप है, जिसके बिना वेल्डिंग मशीन काम करने में सक्षम नहीं होगी। यह एक विशेष तंत्र का उपयोग करके परोसा जाता है और इलेक्ट्रोड के कार्य को निष्पादित करता है।
अर्द्ध स्वचालित के लिए वेल्डिंग के लिए सामग्री के दो समूह हैं:
- ठोस तार;
- cored इलेक्ट्रोड तार।
पहले संस्करण के 76 से अधिक प्रकार हैं। लेकिन अक्सर, उनमें से केवल एक छोटा सा हिस्सा उपयोग किया जाता है। अन्य प्रकार के उपकरण अत्यधिक विशिष्ट हैं और उत्पादन में उपयोग किए जाते हैं। तार चुनते समय विचार करने वाली मुख्य बात धातु का प्रकार है जिससे संरचना को वेल्डेड किया जाएगा। अक्सर, गैर-तांबा-लेपित और तांबा-लेपित तार का उपयोग करके कम कार्बन और कम मिश्र धातु स्टील्स को उबालना आवश्यक है।
कॉपरप्लेटेड तार एंटी-जंग कोटिंग के कारण वेल्डर के बीच सबसे लोकप्रिय है। लेकिन हर कोई नहीं जानता कि हवा में तांबे की गंध के दौरान हानिकारक वाष्पीकरण मिलता है। गैर कॉपर वायर अधिक हानिरहित है और विरोधी जंग कोटिंग है।
अर्द्ध स्वचालित पर भी प्रयोग किया जाता है कॉर्ड तारखाना पकाने के दौरान सुरक्षात्मक गैस की उपस्थिति की आवश्यकता नहीं है। इलेक्ट्रोड तार का एक विशेष अंकन होता है, उदाहरण के लिए, जैसे: सीबी 08G2S। इसे निम्नानुसार समझा जाता है:
- एसवी - वेल्डेड तार;
- 08 – इसका मतलब है कि टूलींग की संरचना में कार्बन का द्रव्यमान अंश 0.08% है;
- जी - यह पत्र मैंगनीज को दर्शाता है, जो तार की संरचना में है;
- 2 - आंकड़ा इंगित करता है कि मैंगनीज सामग्री 2% है;
- सी - यह पत्र उपकरण में सिलिकॉन की उपस्थिति को इंगित करता है, यदि पत्र के बाद कोई संख्या नहीं है, तो इसमें 1% से अधिक नहीं है।
निम्नलिखित एक सारणी है जिसमें वेल्डिंग तार बनाने वाले सभी योजकों के अक्षर पदनाम डीकोड किए जाते हैं।
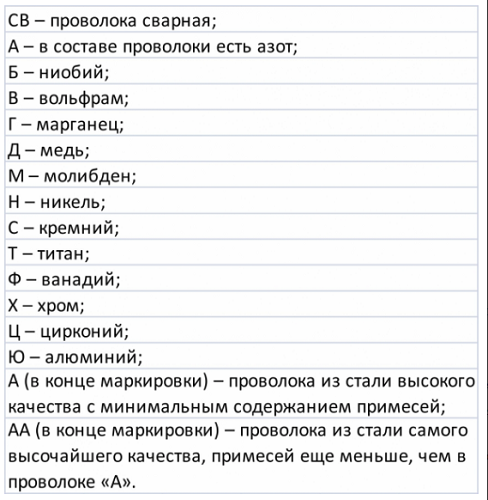
उदाहरण के लिए, तालिका का उपयोग करके, कोई चिह्नित सीबी-06Х21Н7БТ को समझ सकता है, जिसका अर्थ है: वेल्डिंग तार 0.06% कार्बन, 21% क्रोमियम, और निकल - 7% है; तार दो धातुओं, नायोबियम और टाइटेनियम से मिश्रित है।
वेल्डिंग के लिए कम मिश्र धातु स्टील्स (यह कुल धातु का 9 0% है) तार 08 जी 2 एस 0.6 मिमी व्यास के साथ प्रयोग किया जाता है। इसका उपयोग रोजमर्रा की जिंदगी और शरीर की मरम्मत के लिए किया जा सकता है। इसके अलावा, इसका उपयोग 500 ए तक मौजूदा इकाइयों पर किया जा सकता है। वेल्डिंग स्टेनलेस स्टील्स के लिए तार ब्रांड Sv01H19N9 का उपयोग करें। तार के संयोजन में इसी तरह एल्यूमीनियम और तांबे को आर्गन माध्यम में उबलाया जाता है। एल्यूमिनियम ग्रेड एसवी -97, सीबी-ए 85 और सीबी-एम्स के साथ उबला हुआ है। तांबा प्रयुक्त उपकरण ब्रांड एसवी -97, सीबी-ए 85 और सीबी-एम्स के वेल्डिंग के लिए।
इलेक्ट्रोड तार का व्यास धातु के वेल्डेड की मोटाई के अनुसार चुना जाता है।
अर्धसूत्रीय वेल्डिंग नियम
सबसे पहले, एक अर्धसूत्रीय उपकरण के साथ काम करना शुरू करते समय, कनेक्शन के लिए इच्छित भागों होना चाहिए अच्छी तरह से पेंट और जंग की सफाई। उस जगह को भी साफ करें जहां द्रव्यमान के लिए क्लिप संलग्न किया जाएगा।
एक बर्नर कैसे पकड़ो
आप बर्नर को एक हाथ से पकड़ सकते हैं, लेकिन यदि आप दोनों का उपयोग करते हैं तो सीम की गुणवत्ता बेहतर होगी। एक हाथ एक समर्थन के रूप में कार्य करता है, जबकि दूसरे बर्नर रखता है।

इस विधि के साथ वर्कपीस से बर्नर के कोण और दूरी को नियंत्रित करना आसान है, साथ ही उच्च गुणवत्ता वाली वेल्ड बनाने के लिए आवश्यक आंदोलनों को पूरा करना भी आसान है। अपने हाथों को मुक्त रखने के लिए, आपको चाहिए वेल्डिंग मास्क का उपयोग करेंजो सिर पर तय है।
सेमी-ऑटोमैटिक के रूप में काम करते समय आदर्श कोण मौजूद नहीं है। आम तौर पर, एक ही विमान में झूठ बोलने वाले रिक्त स्थान को जोड़ने के लिए, 15-20 डिग्री पर बर्नर (ऊर्ध्वाधर स्थिति से) की झुकाव का उपयोग किया जाता है। एक दूसरे से कोण पर जुड़े हिस्सों को जोड़ने, 45 डिग्री की मशाल झुकाव का उपयोग किया जाता है। अनुभव के अधिग्रहण के साथ, प्रत्येक वेल्डर अपने आप को विभिन्न परिस्थितियों को ध्यान में रखते हुए उपकरण के झुकाव का सबसे सुविधाजनक कोण चुनता है।
मोशन बर्नर
उच्च गुणवत्ता वाले सीम के गठन के लिए मशाल के आंदोलन के कई तरीके हैं।
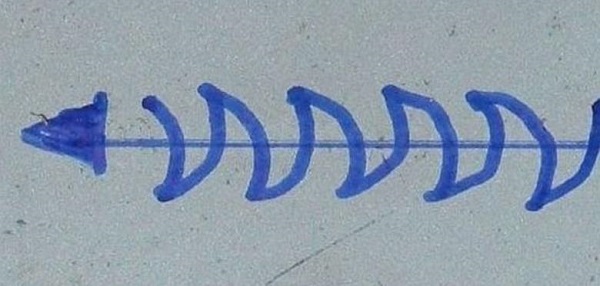
- धातुओं के लिए 1-2 मिमी मोटी लागू wavy-zigzag आंदोलन। इस प्रकार, चाप धातु की दोनों चादरें कैप्चर करता है और इसमें जलाने का समय नहीं होता है। नतीजतन, सीवन मुहरबंद और टिकाऊ है।
- वेल्डिंग के लिए किसी भी मोटाई की धातुओं पक्ष में किसी भी आंदोलन को छोड़कर, सीधी सीम लागू करें। लेकिन इस मामले में, ऑपरेटर को एक निश्चित अनुभव होना आवश्यक है ताकि जब मशाल चलता है, तो आर्क समान रूप से दोनों संभोग भागों पर कार्य करता है।
- अगर काम आ रहा है 1 मिमी मोटी से कम धातु, वर्तमान ताकत और तार फ़ीड की गति को कम करने के साथ-साथ छोटे व्यास के तार का उपयोग करना आवश्यक है। वेल्डिंग कम दालों में होनी चाहिए, जिसमें लगभग 1 सेकंड के बीच विराम होता है। धातु को ठंडा करने के लिए एक विराम की आवश्यकता होती है और अगले खंडों को एक मोनोलिथिक सीम में निकाला जाता है।
- अगर संभोग लंबा, पतला विवरण, तो वेल्डिंग एक निश्चित दूरी पर स्थित छोटे सेगमेंट या अंक के साथ किया जाता है। इसके अलावा, भागों के विरूपण से बचने के लिए, आप संभोग सेगमेंट के विभिन्न सिरों के साथ वैकल्पिक रूप से, छोटे खंडों को पका सकते हैं।
वेल्डिंग की गति
यह भागों के इंटरफ़ेस के साथ विद्युत चाप के आंदोलन की गति है, और अर्धसूत्रीय उपकरण के ऑपरेटर द्वारा नियंत्रित किया जाता है। उपकरण के आंदोलन की गति चाप वोल्टेज, तार फ़ीड की गति, धातु की मोटाई और आवश्यक सीम आकार के अनुरूप होना चाहिए। बर्नर के आंदोलन की उच्च गति पर, बहुत सारे स्प्रे बनते हैं, सुरक्षात्मक गैस तेजी से सख्त सीम में बनी हुई है और इसमें छिद्र का कारण बनता है।बर्नर के आंदोलन की धीमी रफ्तार के साथ, सामग्री में अत्यधिक विद्युत चाप बनती है, जो इसे जल सकती है। इसके अलावा, बड़े पैमाने पर भागों को जोड़ने के दौरान मोटी सीम। निम्नलिखित आंकड़े बताते हैं कि अलग मशाल की गति पर सीम कैसा दिखता है।

गैस प्रवाह दर
उड़ाने वाले तार प्रदान करने के लिए गैस आपूर्ति पर्याप्त होनी चाहिए। एक कमजोर गैस प्रवाह के साथ, सीम ऑक्सीकरण से संरक्षित नहीं किया जाएगा। लेकिन यहां तक कि उच्च प्रवाह दर पर, सुरक्षा के कारण अपर्याप्त होगा अशांति की घटना। मानक से इन सभी विचलन सीम छिद्रपूर्ण और नाजुक बनाते हैं। इसलिए, एक चिकनी गैस आपूर्ति प्राप्त करना बहुत महत्वपूर्ण है, जिससे प्रवाह अशांति का कारण नहीं बनता है और पूरी तरह से वेल्डिंग साइट की रक्षा करता है।
वायर लंबाई
तार, धातु को छूने से पहले, टिप से 6-13 मिमी तक बाहर आना चाहिए। इस मूल्य से निर्भर करता है इलेक्ट्रोड के इस टुकड़े का प्रतिरोध और तापमान। टिप से तार की पहुंच मजबूत, छोटे चाप का आकार होगा। नतीजतन, सीम धातु में कम प्रवेश के साथ मोटी और संकीर्ण है।यदि टूलींग की लंबाई कम हो जाती है, तो धातु में चाप की पहुंच बढ़ जाएगी, और सीम पतली और व्यापक हो जाएगी।
polarity
वेल्डिंग उपकरण में ध्रुवीयता का मतलब है इसके सर्किट में वर्तमान की दिशा। प्रत्यक्ष ध्रुवीयता के साथ, तार को एक नकारात्मक चार्ज दिया जाता है, और वेल्डेड भाग पर एक सकारात्मक चार्ज लागू होता है। विपरीत ध्रुवीयता के साथ, विपरीत सत्य है: तार एक प्लस है, और वर्कपीस एक ऋण है।
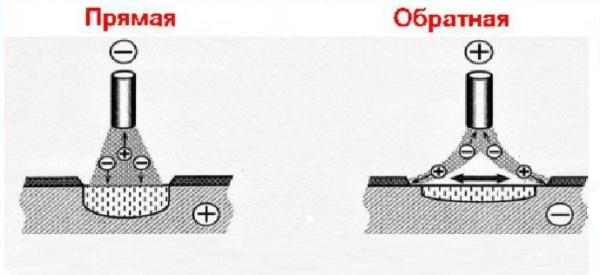
यह महत्वपूर्ण है! सुरक्षात्मक गैस के बिना काम करते समय, फ्लक्स-कॉर्ड तार सीधे ध्रुवीयता की विधि का उपयोग करता है, और गैस के साथ - विपरीत ध्रुवीयता।
वेल्डिंग जब ध्वनि
वेल्डिंग की आवाज़ सुनना महत्वपूर्ण है, खासतौर पर शुरुआती लोगों के लिए सीखना। एक अर्धसूत्रीय उपकरण के साथ वेल्डिंग करते समय सही ध्वनि एक पैन में भुना हुआ मांस की आवाज़ जैसा दिखता है। जब "हेसिंग-बज़िंग" ध्वनि सुनाई देती है, तो इसका मतलब है कि वर्तमान सेटिंग्स और तार और गैस फ़ीड दरों के बीच संतुलन है। डिवाइस चालू होने पर ध्वनि परिवर्तन प्रभावित हो सकता है:
- वजन क्लैंप और भाग के बीच खराब संपर्क;
- बर्नर की नोक पर जमे हुए स्प्रे की उपस्थिति, गैस के सामान्य प्रवाह को रोकने;
- वेल्डिंग के जंग या पेंट क्षेत्र से खराब साफ।
काम पर सुरक्षा उपायों
वेल्डिंग उपकरण के साथ काम के दौरान निम्नलिखित सुरक्षा उपायों का पालन करना आवश्यक है।
- वेल्डर को शरीर के सभी हिस्सों को गर्म धातु के स्पेशैश से बचाने चाहिए। इसके लिए प्रयुक्त काम कपड़ेशरीर के उजागर क्षेत्रों, साथ ही सुरक्षात्मक दस्ताने को कसकर कवर करना। कपड़ों को घने सामग्री से बनाया जाना चाहिए जो गर्म छिद्रों के प्रवेश का सामना कर सके। किसी भी मामले में कपड़े सिंथेटिक फाइबर से बने नहीं होना चाहिए, जो उच्च तापमान के संपर्क में आने पर पिघलने लगते हैं। इस तरह की सामग्री तुरंत जलती है, जो वेल्डर को जल सकती है।
- चूंकि वेल्डिंग के दौरान हार्ड पराबैंगनी विकिरण का उत्पादन होता है, इसलिए इसका उपयोग करके आंखों की रक्षा करना आवश्यक है टिंटेड ग्लास के साथ मुखौटा। बहुत पहले नहीं, "गिरगिट" कांच के साथ मास्क बाजार पर दिखाई दिए, जो चमकदार रोशनी दिखाई देने पर अंधेरा हो गया। इसके अलावा, शरीर के अन्य हिस्सों को यूवी प्रकाश से संरक्षित किया जाना चाहिए।
- गर्म splashes को गिरने से रोकने के लिए जूते बंद किया जाना चाहिए।
- वह कमरा जहां वेल्डिंग का काम किया जाना चाहिए मजबूर या प्राकृतिक वेंटिलेशन (खिड़कियों की उपस्थिति जिसे खोला जा सकता है)। वेल्डिंग प्रक्रिया के दौरान उत्पन्न धुएं और धुएं के इनहेलेशन से मानव स्वास्थ्य पर हानिकारक प्रभाव पड़ता है।
/rating_off.png)











