इन्वर्टर कैसे काम करें
वेल्डिंग उपकरण आज कई किस्मों द्वारा दर्शाया जाता है। लेकिन घर कारीगरों के बीच सबसे लोकप्रिय उनकी कॉम्पैक्टनेस और बहुमुखी प्रतिभा के कारण इन्वर्टर मशीनें थीं। वेल्डिंग इन्वर्टर उपकरण है जो मास्टर को विभिन्न प्रकार के वेल्डिंग कार्य करने की अनुमति देता है। लेकिन उन्हें गुणात्मक रूप से संचालित करने के लिए, एक महंगी इकाई के लिए पर्याप्त नहीं है, आपको यह भी सीखना होगा कि वेल्डिंग मशीन का उपयोग कैसे करें।
सामग्री
इकाई की स्थापना और कनेक्शन
इन्वर्टर का प्रभावी ढंग से और सुरक्षित रूप से उपयोग करने के लिए, सबसे पहले, इसे ऑपरेशन के लिए उचित रूप से तैयार करना आवश्यक है। यह प्रक्रिया कई चरणों में की जाती है। पहला कार्य इकाई को स्थापित और कनेक्ट करना है। इन्वर्टर स्थापना कुछ नियमों के अनुसार किया जाना चाहिए:
- इकाई को रखा जाना चाहिए ताकि यह दीवारों या किसी भी वस्तु से कम से कम 2 मीटर की दूरी पर हो;
- डिवाइस को ग्राउंड किया जाना चाहिए;
- वेल्डिंग साइट को चुना जाना चाहिए ताकि यह ज्वलनशील वस्तुओं से दूर हो;
- या तो एक मुफ्त मंच या धातु की मेज पर पकाने की सिफारिश की जाती है।
इनवर्टर को घरेलू नेटवर्क (220 वी), और नेटवर्क में, 380 वी के वोल्टेज के साथ कनेक्ट करना संभव है, जिसका आमतौर पर उत्पादन में उपयोग किया जाता है। यदि आप इकाई को विद्युत नेटवर्क से दूर करने का इरादा रखते हैं, तो इसे जनरेटर, डीजल या गैसोलीन से जोड़ा जा सकता है।
विद्युत कनेक्शन
एक घरेलू बिजली के आउटलेट में वेल्डर को जोड़ने से अक्सर समस्याएं होती हैं। उनकी घटना का कारण हो सकता है पुरानी तारों या इसके तारों के अपर्याप्त व्यास। आम तौर पर, तारों को वर्तमान में 16 ए तक डिजाइन किया गया है।और चूंकि घर में उपकरण चालू हो गए हैं, इसलिए इस मूल्य से अधिक हो सकता है, सुरक्षा उद्देश्यों के लिए स्वचालित सर्किट ब्रेकर (सर्किट ब्रेकर) स्थापित हैं। इसलिए, कनेक्ट होने पर, वेल्डिंग मशीन की शक्ति जानना आवश्यक है ताकि यह स्वचालित ट्रिगरिंग का कारण न हो।

इन्वर्टर को होम नेटवर्क से कनेक्ट करें
आपको भी ध्यान देना चाहिए नेटवर्क ड्रॉडाउन। यदि आप इन्वर्टर चालू करते हैं, तो आप मुख्य में वोल्टेज में कमी देखते हैं, तो यह तारों के अपर्याप्त क्रॉस-सेक्शन को इंगित करता है। इस मामले में, वोल्टेज बूंदों के मूल्यों को मापना आवश्यक है। यदि यह न्यूनतम से नीचे मानों पर पड़ता है जिसके साथ इन्वर्टर संचालित हो सकता है (निर्देशों में निर्दिष्ट), तो आप डिवाइस को ऐसे नेटवर्क से कनेक्ट नहीं कर सकते हैं।
एक्सटेंशन कॉर्ड का प्रयोग करें
इन्वर्टर से जुड़े नेटवर्क केबल सभी बिजली आवश्यकताओं को पूरा करता है और कनेक्शन समस्याओं का कारण नहीं बनता है। लेकिन अगर इसकी लंबाई पर्याप्त नहीं है, तो आपको 2.5 मिमी से कम तार के क्रॉस सेक्शन के साथ एक विस्तार कॉर्ड चुनना चाहिए2 और 20 मीटर से अधिक नहीं। यह विस्तारक के ऐसे पैरामीटर पर्याप्त है कि इन्वर्टर वर्तमान में 150 ए के साथ काम कर सकता है।
यह याद रखना चाहिए कि जब आप इसे बाकी हिस्सों के माध्यम से मशीन से कनेक्ट करते हैं तो उसे कोल्ड नहीं रखा जाना चाहिए, क्योंकि जब आप इकाई चालू करते हैं, तो यह एक प्रेरक बन जाएगा।नतीजतन, कंडक्टर गर्म हो जाएगा और विस्तार कॉर्ड विफल हो जाएगा।

जनरेटर के लिए कनेक्शन
ऐसे मामलों में जब डिवाइस को मुख्य रूप से कनेक्ट करना संभव नहीं है, तो इसे गैसोलीन या डीजल ईंधन पर चलने वाले जनरेटर से जोड़ा जा सकता है। सबसे व्यापक पेट्रोल बिजली संयंत्र। लेकिन वे सभी वेल्डिंग मशीनों को जोड़ने के लिए उपयुक्त नहीं हैं। इन्वर्टर को कुशलतापूर्वक काम करने के लिए, जेनरेटर में कम से कम 5 किलोवाट की शक्ति होनी चाहिए और स्थिर आउटपुट वोल्टेज का उत्पादन करना चाहिए। वोल्टेज में ओवरवॉल्टेज वेल्डर को नुकसान पहुंचा सकता है।
आपको इसके साथ भी विचार करना चाहिए इलेक्ट्रोड व्यास आप काम करेंगे उदाहरण के लिए, यदि इलेक्ट्रोड का व्यास 3 मिमी होगा, तो 40 वी के आर्क वोल्टेज के साथ 120 ए के ऑपरेटिंग चालू की आवश्यकता होगी। अगर हम वेल्डिंग इन्वर्टर (120 x 40 = 4800) की शक्ति की गणना करते हैं, तो हमें 4.8 किलोवाट मिलेगा। चूंकि यह बिजली की खपत होगी, बिजली संयंत्र, केवल 5 किलोवाट उत्पादन करने में सक्षम है, इसकी क्षमताओं की सीमा पर काम करेगा, जो इसकी सेवा जीवन को काफी कम करेगा। इसलिए, जेनरेटर कुछ के साथ चुना जाना चाहिए पावर मार्जिन, इन्वर्टर द्वारा उपभोग की तुलना में लगभग 20-30% अधिक है।

वेल्डिंग केबल्स का कनेक्शन
इन्वर्टर के फ्रंट पैनल पर 2 टर्मिनलों हैं, जिनके पास "+" और "-" संकेतों के रूप में एक अंकन है। वेल्डिंग केबल्स इन टर्मिनल से जुड़े होते हैं, जिनमें से एक अंत में एक धातु क्लिप (कपड़ों का पिन) होता है, और दूसरा - इलेक्ट्रोड के लिए धारक। दोनों केबल वेल्डिंग विधि के आधार पर दोनों टर्मिनलों से जुड़े हो सकते हैं, जिन पर आगे चर्चा की जाएगी। केबल्स को डिवाइस से जोड़ने के बाद, उनमें से एक, एक कपड़ों के साथ, जुड़ा हुआ है वेल्डिंग टेबल या वर्कपीस के लिए।
कुछ मामलों में, मानक केबल लंबाई पर्याप्त नहीं हो सकती है, उदाहरण के लिए, ऊंचाई पर काम करते समय। ऐसी परिस्थितियों में, सवाल उठता है: क्या वेल्डिंग केबल का विस्तार करना संभव है? पेशेवर इसे करने की सलाह नहीं देते हैं, खासकर अगर यह एक इन्वर्टर इकाई से संबंधित है। इस तथ्य को इस तथ्य से समझाया जा सकता है कि प्रत्येक केबल में प्रतिरोध की कुछ विशेषताओं होती है। इसलिए, वोल्टेज का "रिसाव" और इसकी पूरी लंबाई में वर्तमान अनिवार्य है। इसलिए, लंबे समय तक केबल, मजबूत वोल्टेज बूंदें
यदि आप इकाई के पैनल पर मूल्य जोड़कर वोल्टेज और वर्तमान के नुकसान की भरपाई करने का प्रयास करते हैं, तो यह उपाय इन्वर्टर इलेक्ट्रॉनिक्स को अक्षम करने की संभावना है।यह पता चला है कि केबल को लम्बाई के बाद इकाई की मरम्मत के लिए पर्याप्त मात्रा में खर्च करने के बजाय डिवाइस को वेल्डर के कार्यस्थल के करीब लाने में आसान है।

डिवाइस का सेटअप
वेल्डिंग कार्यों की गुणवत्ता इस बात पर निर्भर करती है कि वेल्डिंग इन्वर्टर सही ढंग से समायोजित किया गया है, खासकर इलेक्ट्रोड की सही पसंद के संबंध में। आपको यह भी विचार करना चाहिए:
- वेल्ड की गहराई;
- अंतरिक्ष में सीम का स्थान (लंबवत या क्षैतिज);
- ब्रांड या धातु के प्रकार वेल्डेड किया जा रहा है;
- धातु मोटाई, आदि
आपको पता होना चाहिए कि प्रत्येक प्रकार के धातु के लिए इसी इलेक्ट्रोड का उत्पादन होता है। 5 मिमी तक के व्यास के साथ इलेक्ट्रोड का उपयोग इनवर्टर के साथ किया जा सकता है। लेकिन उपकरण की प्रत्येक मोटाई के लिए वेल्डिंग वर्तमान की इसी शक्ति का चयन करना आवश्यक है। वेल्डिंग मशीन को व्यवस्थित करने के लिए, आप नीचे दी गई तालिका का उपयोग कर सकते हैं।
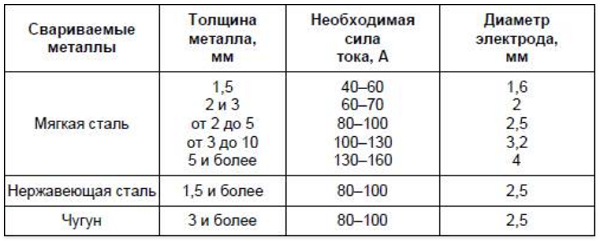
उदाहरण के लिए, यदि आपको एक इन्वर्टर के साथ 5 मिमी मोटी हल्के स्टील का उपयोग करना है, तो आपको 3 मिमी इलेक्ट्रोड लेना चाहिए, और डिवाइस पर 100 ए का एक एम्परेज सेट करना चाहिए।
काम पर सुरक्षा उपायों
स्थापित सुरक्षा नियम पीड़ितों के "खून" द्वारा लिखे जाने के लिए कहा जा सकता है, और इसलिए उन्हें अनदेखा करने के लिए सख्ती से निषिद्ध है। न केवल वेल्डिंग उपकरण ऑपरेटर का स्वास्थ्य और जीवन, बल्कि उनके आस-पास के लोग भी उनके पालन पर निर्भर करते हैं। इसलिए, निम्नलिखित सुरक्षा नियमों के लिए जिम्मेदार ठहराया जा सकता है।
- शुरू करने से पहले, आपको जांच करनी चाहिए इन्सुलेशन अखंडता मशीन से जुड़े सभी तारों और केबलों पर। यह सुनिश्चित करने के लिए कि नो-लोड वोल्टेज शून्य के बराबर है, उपकरण की सेवाशीलता की जांच करना भी आवश्यक है। इस मामले में, डिवाइस निष्क्रिय होने पर इलेक्ट्रोड पर वोल्टेज को डिस्कनेक्ट करने के लिए, परिचालन होना चाहिए।
- उपकरण जोड़ने से पहले, लोड के तहत विद्युत नेटवर्क की जांच करें (सबसिडेंस रेंज को मापें)।
- वेल्विंग आर्क जल रहा है जब पराबैंगनी विकिरण से आंख की रेटिना की रक्षा करने के लिए, यह लागू करने के लिए आवश्यक है सुरक्षात्मक मुखौटा (ढाल) या विशेष चश्मा। बहुत पहले नहीं, "गिरगिट" चश्मा वाले वेल्डिंग मास्क और चश्मा बाजार पर दिखाई दिए, जो चमकदार विकिरण ने उन्हें मारा जब स्वचालित रूप से अंधेरा हो गया। चश्मा या मुखौटा न केवल वेल्डर द्वारा पहना जाना चाहिए, बल्कि उसके सहायक द्वारा भी पहना जाना चाहिए।

- यदि वेल्डिंग घर के अंदर की जाती है, तो श्वसन अंगों की रक्षा और हानिकारक गैसों द्वारा जहरीले को रोकने के लिए बदलने योग्य कारतूस या मास्क के साथ श्वसन यंत्रजिसके माध्यम से शुद्ध हवा मजबूर हो जाती है।
- धातु splashes से हाथों की रक्षा के लिए विशेष दस्ताने का उपयोग करें - गैटर वेल्डर।

- शरीर को अपवर्तक कपड़े से बने चौग़ा, जैकेट और पैंट का उपयोग करने के लिए।
- पहनने के लिए आवश्यक पैर की रक्षा करने के लिए उच्च जूते, धातु स्पार्क उन्हें दर्ज करने से रोकने के लिए। जूते को पैंट के साथ अपने शीर्ष को ढंकना चाहिए।
- कार्यस्थल अच्छी तरह से जलाया जाना चाहिए।
- वेल्डर के चरणों के नीचे होना चाहिए रबड़ चटाई या लकड़ी के फर्शबिजली के सदमे से किसी व्यक्ति को रोकना।
- कार्यस्थल के आसपास कोई विदेशी वस्तु नहीं होनी चाहिए जिसके माध्यम से आप ठोकर खा सकते हैं।
- कार्यस्थल के पास होना चाहिए रेत और आग बुझाने की कल आग के स्रोत को समय पर बुझाने के लिए।
- वेल्डिंग मशीन ग्राउंडिंग जरूरी है।
यदि सुरक्षा नियमों का पहले ही अध्ययन किया जा चुका है, तो आप ठीक से इलेक्ट्रिक वेल्डिंग के तरीके से परिचित होने के लिए आगे बढ़ सकते हैं।
ध्रुवीयता का चयन
यह कोई रहस्य नहीं है कि धातु पिघलने की प्रक्रिया इलेक्ट्रिक चाप के उच्च तापमान के कारण होती है जो सामग्री वेल्डेड और इलेक्ट्रोड के बीच होती है। साथ ही, एक इलेक्ट्रोड और एक ग्राउंड केबल (एक कपड़ों के साथ) धारक के साथ एक केबल डिवाइस के विभिन्न टर्मिनल से जुड़े होते हैं। केबल को सही तरीके से कनेक्ट करने के लिए, आपको समझने की आवश्यकता है कि वे कब बदल दिए जाते हैं।
एक इन्वर्टर या किसी अन्य वेल्डिंग इकाई के साथ वेल्डिंग करते समय, उपकरण को केबलों को जोड़ने की प्रत्यक्ष और विपरीत ध्रुवीयता का उपयोग किया जाता है। प्रत्यक्ष ध्रुवीयता यह कनेक्शन को कॉल करने के लिए स्वीकार किया जाता है जब इलेक्ट्रोड के साथ केबल शून्य से जुड़ा होता है, और वेल्डेड धातु को प्लस से जोड़ा जाता है।
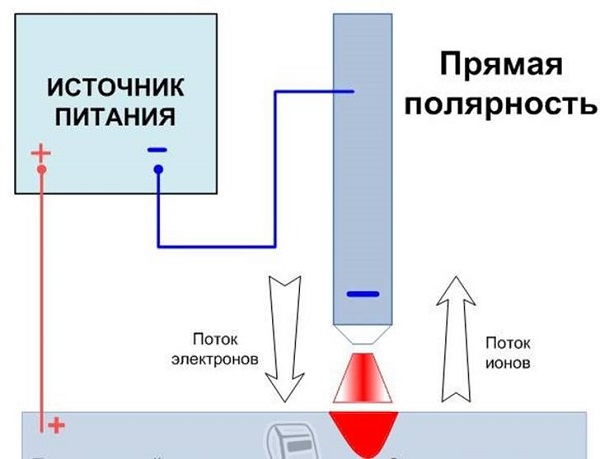
कनेक्शन की यह विधि धातु को अच्छी तरह से गर्म करने की अनुमति देती है, यही कारण है कि सीवन गहरी और उच्च गुणवत्ता का है। मोटी धातु उत्पादों को पकाने के दौरान प्रत्यक्ष ध्रुवीयता का तरीका उपयोग किया जाता है।
विपरीत ध्रुवीयता इलेक्ट्रोड केबल को सकारात्मक, और ग्राउंड केबल को घटाकर कनेक्ट करना शामिल है।
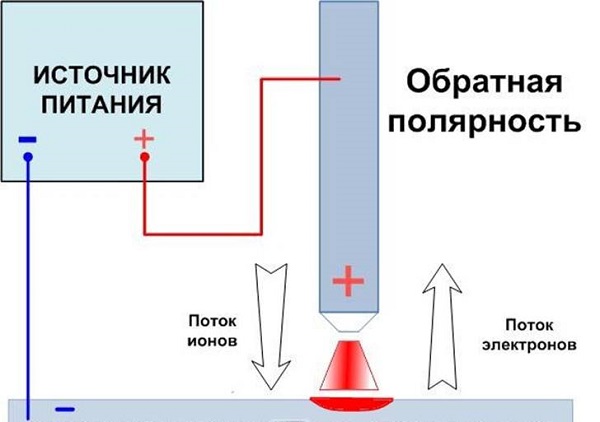
इस तरह के कनेक्शन के साथ, धातु कम गर्म हो जाता है, और सीम व्यापक सिखाता है। बर्न-थ्रू भागों को बाहर करने के लिए पतली धातु उत्पादों को उबलते समय रिवर्स पोलरिटी आमतौर पर उपयोग की जाती है।
वेल्डिंग वर्तमान का चयन
वेल्डिंग वर्तमान को धातु की मोटाई वेल्डेड और योजक के व्यास को ध्यान में रखते हुए चुना जाता है। गणना की आसानी के लिए, आप इकाई को स्थापित करने के लिए अनुभाग में ऊपर दी गई तालिका का उपयोग कर सकते हैं। इसके अलावा, इष्टतम वर्तमान ताकत का चयन करते समय, आपको नियम याद रखना चाहिए: वर्तमान शक्ति जितनी अधिक होगी, वेल्ड गहरा होगा, और जितना तेज़ इलेक्ट्रोड स्थानांतरित किया जा सकता है। इसलिए, additive के आंदोलन की गति और वर्तमान की ताकत के आदर्श अनुपात को प्राप्त करना आवश्यक है ताकि सीम के हिस्सों के किनारों के अच्छे वेल्डिंग के लिए आवश्यक उत्परिवर्तन और गहराई हो।
विभिन्न धातुओं के साथ काम करने के तरीके
चूंकि आर्क इग्निशन के बिना वेल्डिंग प्रक्रिया असंभव है, आपको पता होना चाहिए कि ऐसा करने के 2 तरीके हैं:
- चाप को आग लगने तक आपको इलेक्ट्रोड के साथ धातु को कई बार हिट करने की आवश्यकता होती है।
- धातु पर कई बार हमला करने के लिए आपको एक मैच की तरह इलेक्ट्रोड की आवश्यकता होती है।
प्रत्येक मास्टर चाप को जलाने के लिए सबसे सुविधाजनक और उपयुक्त तरीका चुनता है।लेकिन आपको कहीं भी तेजी से हमला करने की जरूरत नहीं है, लेकिन वेल्ड की रेखा के साथ, ताकि वर्कपीस पर कोई निशान न रहे।
जिस जगह पर धातु को विद्युत चाप के प्रभाव में पिघलाया जाता है उसे कहा जाता है वेल्डिंग स्नान। इसे सीम लाइन के साथ ले जाने के लिए, निम्न आकृति में दिखाए गए तरीकों में से एक को लागू करें।
सामान्य स्नान आंदोलन के लिए, इलेक्ट्रोड झुकता है 45-50 डिग्री के कोण पर। विभिन्न कोणों पर योजक को झुकाकर, आप स्नान की चौड़ाई को नियंत्रित कर सकते हैं। प्रत्येक मास्टर स्वीकार्य गुणवत्ता की एक सीम प्राप्त करने के लिए झुकाव के इष्टतम कोण का चयन करता है।
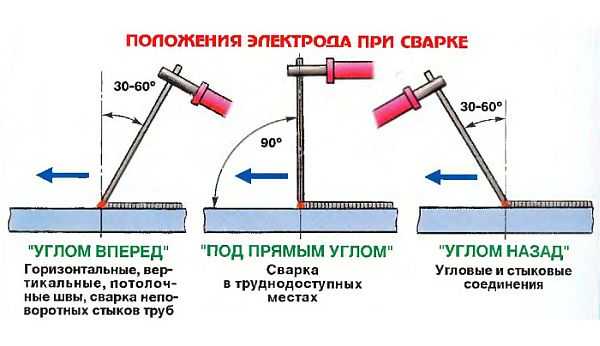
इलेक्ट्रोड एक स्थिति ले सकता है बैक कोण या आगे कोण। एक विस्तृत सीम प्राप्त करने के लिए, टूलींग कोण का झुकाव आगे उपयोग किया जाता है, क्योंकि इस विधि के साथ कम गर्मी प्राप्त होती है। इस विधि पतली धातु उबाल लें। मोटी धातु को कोने को पकाया जा सकता है।
वेल्डिंग गैर-लौह धातुओं के लिए होगा Argon बर्नर कनेक्ट करें वेल्डिंग इन्वर्टर के लिए और एक गैर उपभोग योग्य इलेक्ट्रोड (टंगस्टन) का उपयोग करें। इस मामले में योजक धातु की छड़ें हैं,जो सीम लाइन पर रखे जाते हैं और एक विद्युत चाप द्वारा पिघल जाते हैं। वेल्डिंग प्रक्रिया के दौरान स्नान निष्क्रिय गैस के साथ उड़ाया जाता है।

इन्वर्टर रखरखाव नियम
इन्वर्टर प्रकार वेल्डिंग मशीन के रखरखाव में निम्नलिखित आइटम शामिल हैं।
- दृश्य निरीक्षण। इसे काम शुरू करने से पहले और वेल्डिंग केबल्स और पावर कॉर्ड के इन्सुलेशन के संभावित नुकसान का पता लगाने के बाद हर बार किया जाना चाहिए। इसके अलावा, बाहरी परीक्षा के दौरान, यह जांच की जाती है कि आवास और नियंत्रण के लिए कोई नुकसान नहीं है (आपको वर्तमान नियामक की जांच करने की आवश्यकता है)।
- इकाई की आंतरिक सफाई का आयोजन। यह अपने सभी नोड्स से धूल और संचित गंदगी को हटाने के लिए उपकरण से आवरण को हटाने के बाद किया जाता है। सफाई धूलदार भागों में दिशात्मक संपीड़ित वायु प्रवाह का उपयोग करके किया जाता है।
- डिवाइस टर्मिनलों की जांच और स्ट्रिपिंग। समय-समय पर उन स्थानों की जांच करें जिन पर बिजली के केबल जुड़े हुए हैं। यदि टर्मिनल पर ऑक्सीकरण का पता चला है, तो इसे ठीक sandpaper का उपयोग करके हटा दिया जाना चाहिए।
इसके अलावा, इन्वर्टर वेल्डिंग मशीन पर पानी, वाटर वाष्प और अन्य तरल पदार्थ छोड़ने से बचें जो इकाई के अंदर प्रवेश कर सकते हैं और शॉर्ट सर्किट का कारण बन सकते हैं।यदि कोई तरल तंत्र में घुस गया है, तो कवर से हटा दिया जाना चाहिए और सभी नमी को हटा दिया जाना चाहिए। एक नियमित हेअर ड्रायर का उपयोग करके इन्वर्टर के इलेक्ट्रॉनिक बोर्ड को विशेष रूप से सावधानी से सूखा।
/rating_off.png)











